¶ 1.配線等の動作確認
今一度配線の状態を確認します。
- 電源のプラスマイナスは間違っていないか
- モーターの線は4本とも接続されているか
- リミットスイッチは正しく接続されているか(リミットスイッチ有りの場合)
- 各コネクタはしっかり接続されているか
¶ 配線対応表
以下を確認して今一度、正しく接続されているかどうか確認してください。
なおAvalonTechデフォルト設定時のものとなります。接続先設定を変更している場合は、変更内容に合わせて読み替えてください。
| 種類 | 接続先(Duet3 Mainborad 6HCの場合) | 接続先(Duet3 Mini5+の場合) |
|---|---|---|
| 24V電源 | 端子台(VIN、GND) | 端子台(VIN、GND) |
| X軸モーター | Driver0 | Driver0 |
| Y軸モーター | Driver1 | Driver1 |
| Z軸モーター | Driver2 | Driver2 |
| Y2軸モーター(ある場合) | Driver4 | Driver4 |
| X軸リミットスイッチ | IO1 | IO1 |
| Y軸リミットスイッチ | IO2 | IO2 |
| Z軸リミットスイッチ | IO3 | IO3 |
| ケースファン(ある場合) | OUT7 | OUT5 |
Duet3D公式 配線説明
https://docs.duet3d.com/en/How_to_guides/Wiring_your_Duet_3
¶ 電源
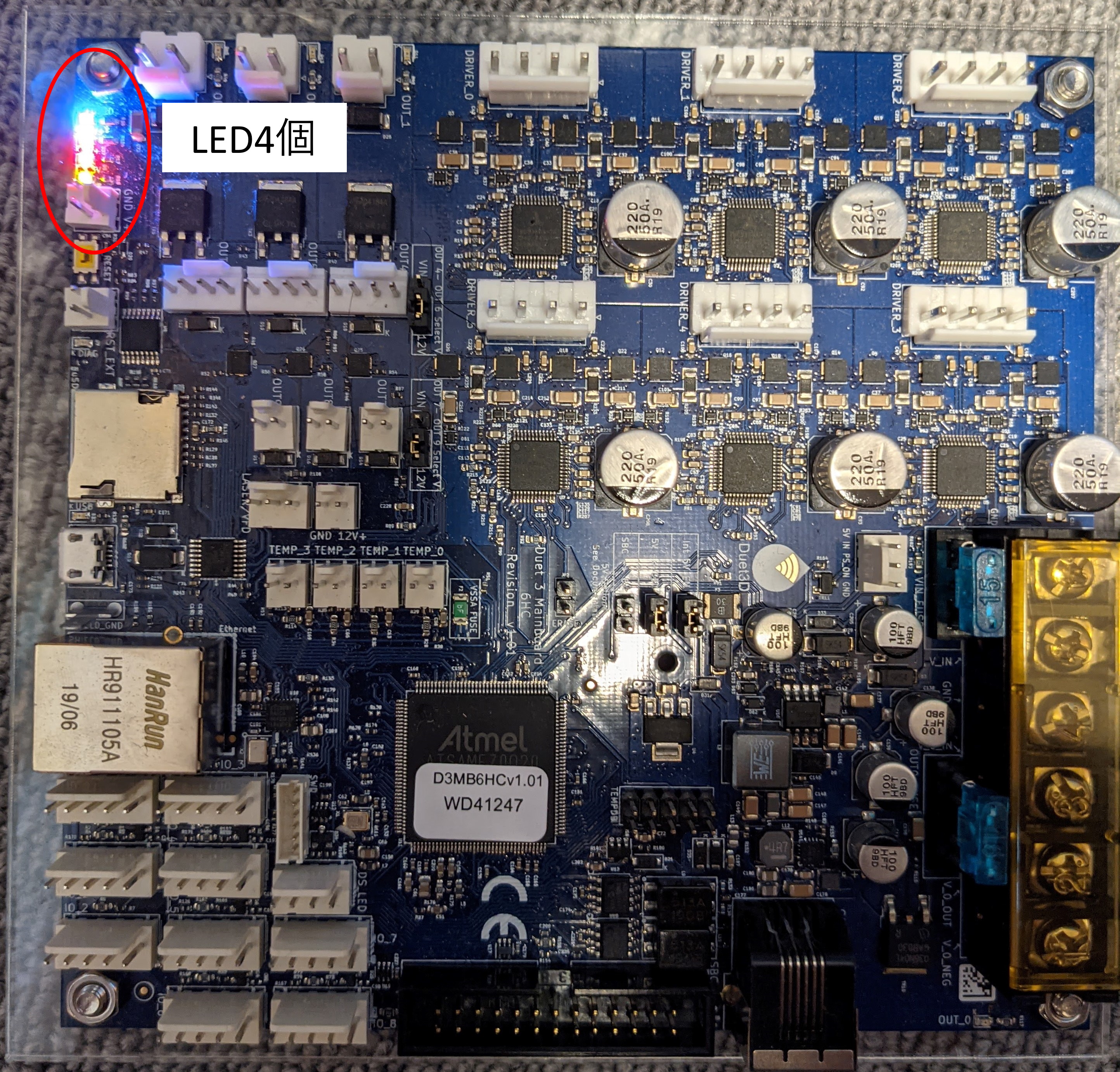
24V電源をONにした際にLEDはすべて点灯していますか
なお、電源配線については以下の説明を参照ください。
電源配線
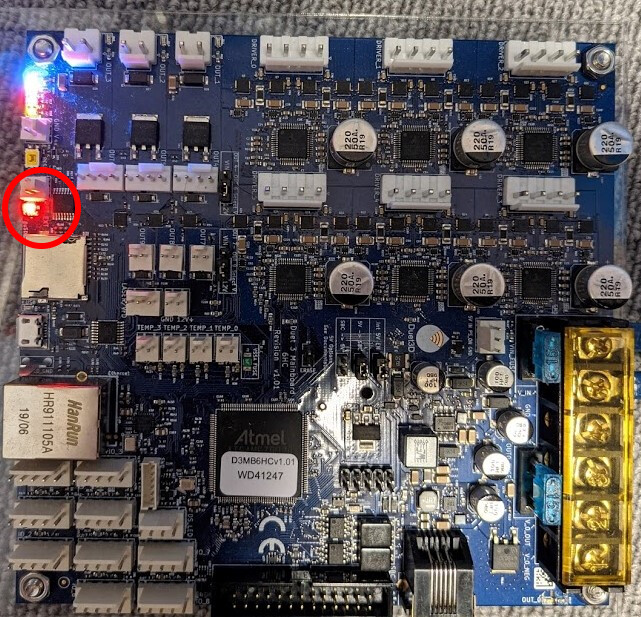
¶ DIAG LEDが高速に点滅していないか
1Hz(1秒1回)のゆっくりとした点滅は正常な状態です。
配線例
https://github.com/Spark-Concepts/xPro-V5/wiki/Basic-hookup
¶ 電源
24V電源を入れ、POWERスイッチを入側(I)にしたときにxPRO v5の電源マークに緑のLEDがついているか確認します。
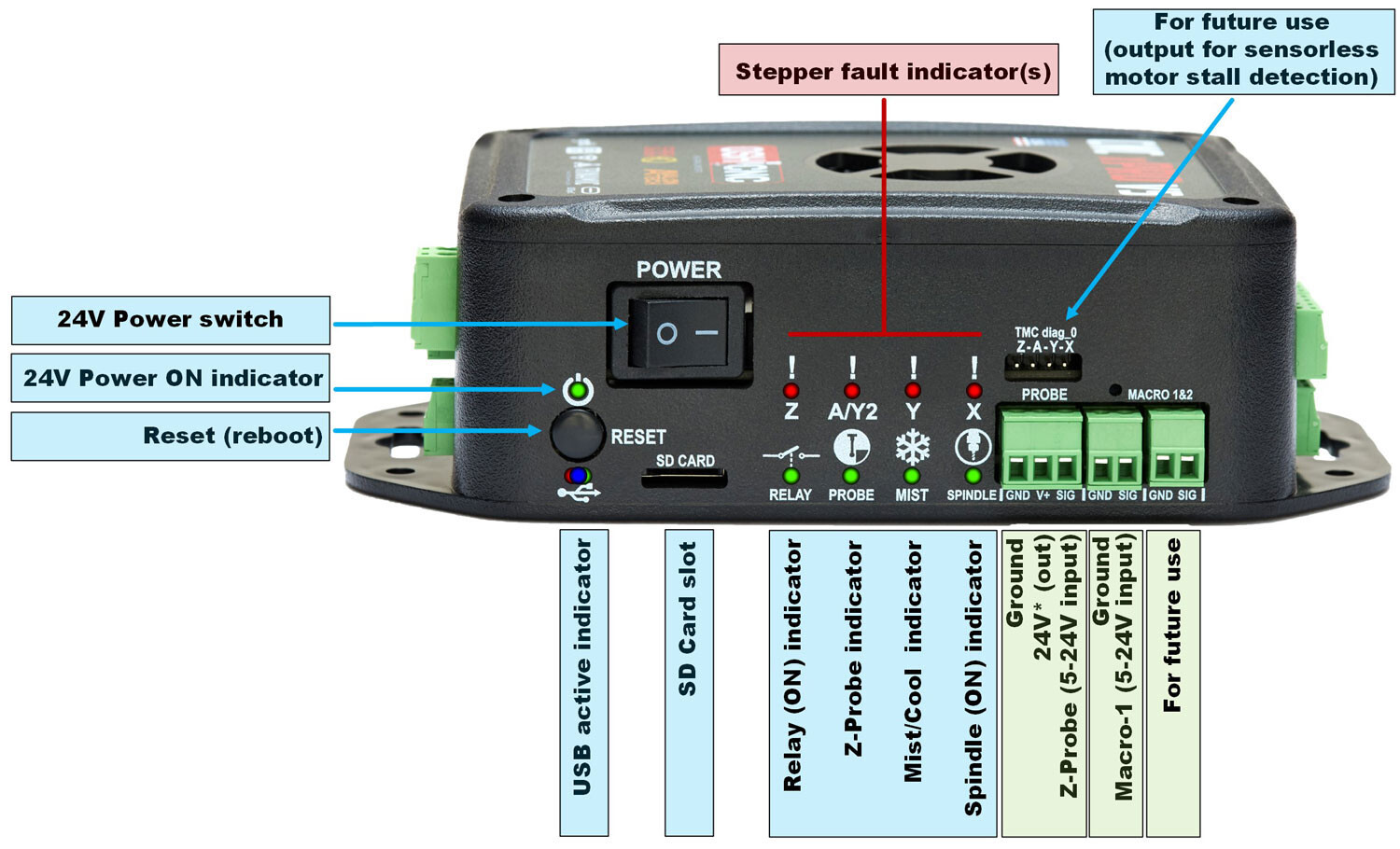
¶ モータードライバのインジケータの確認
下図のように強くLEDが光る場合は配線がショート等している可能性があるため、モーター配線を見直してください

¶ リミットスイッチの動作の確認
リミットスイッチをNCとCOM接続の場合は確認をスキップします。
リミットスイッチがNOとCOM接続の場合、CNCxPROに電源が入っている状態でリミットスイッチを押すとLEDが光ります。
取り付けているリミット全てに対してLEDが光るか確認してください。

¶ スイッチを押してもLEDが光らない・光りっぱなしの場合
以下はNOとCOM接続の場合の確認事項です。
NCとCOM接続の場合はLEDが常時点灯が正常状態です。
- 配線の確認(抜けていないか)
- リミットスイッチのNOとCOMに接続されているか
- CNC xPROのGNDとSIGに接続されているか
https://github.com/Spark-Concepts/xPro-V5/wiki/Basic-hookup#connecting-limit-switches
¶ 2.コントロール用UIの確認
| 制御基板 | ソフト |
|---|---|
| CNC xPRO v4 | CNCjs等(grbl用) |
| CNC xPRO v5 | CNCjs等・WebUI |
| Duet3 | WebUI |
操作用UIが表示できるか確認してください。
¶ 接続の確認
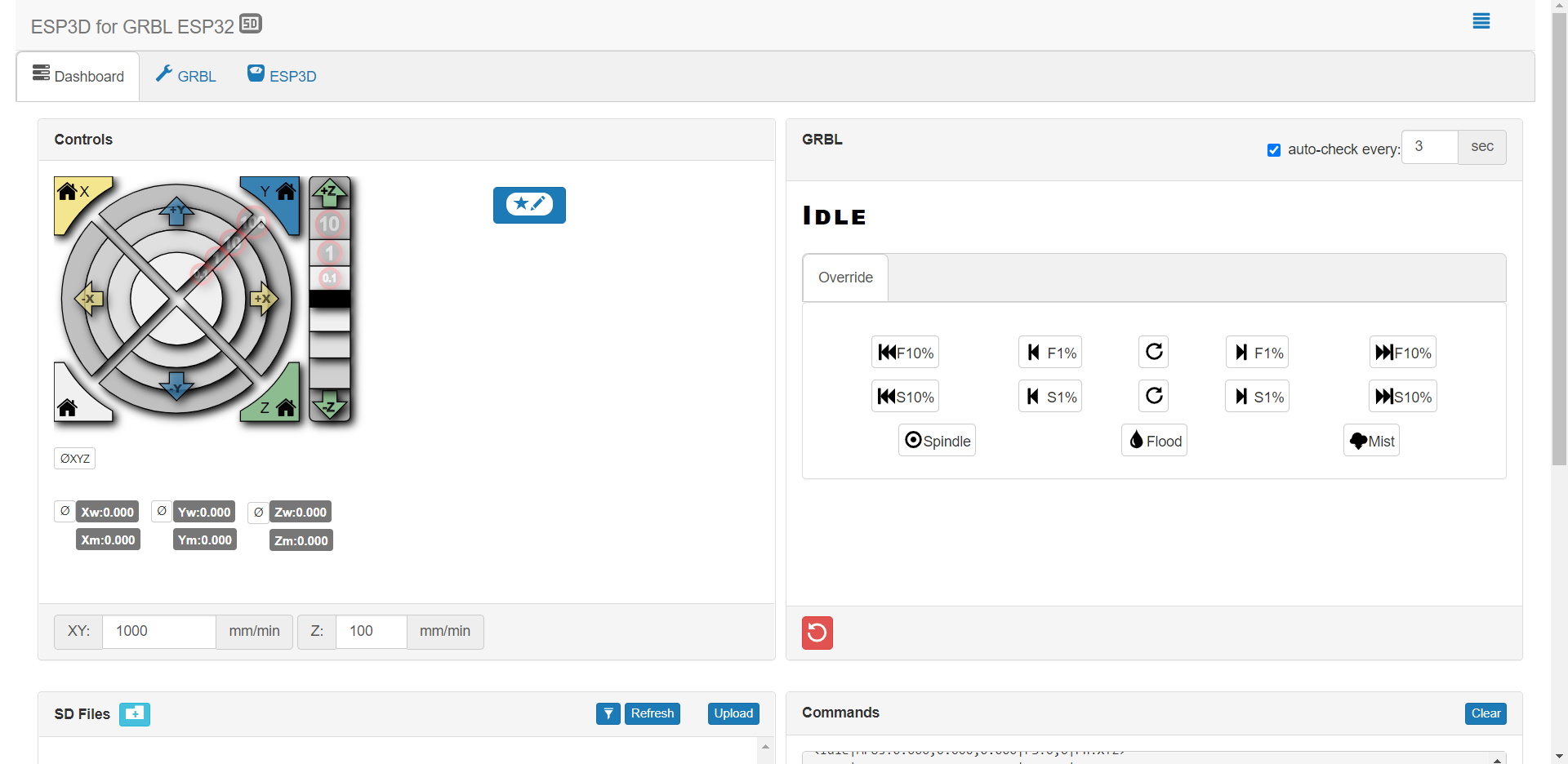
WebブラウザにてIPアドレスやマシン名.localを入力した際に操作画面(WEBUI)が表示されていれば大丈夫です。
¶ 接続方法
使用している基板が有線LANモデルかWiFiモデルかによって異なります。
下記のマシンとの接続を参考の上ネットワーク設定を行ってください。
Duetの接続方法について
¶ 表示されない場合
- 有線LAN接続の場合、LANケーブルの接続を確認してください。
- WiFi接続の場合、WiFiモジュール横のLEDが点灯しているか確認してください。
- 有線LAN接続において、AvalonTechデフォルト設定ではIPアドレスに
192.168.0.56を使うように設定されています。お使いのネットワーク環境に合わせてSDカード内config.gを編集してIPアドレスを適切なものに変更してください。(M552 P192.168.0.56 S1を変更) - Internet ExploreではなくGoogle ChromeやFirefoxのブラウザで試してみてください
- IPアドレスを自動取得に変更し、hostname(mycncなどの名前))でアクセスを試してみてください。(config.gの
M552 P192.168.0.56 S1をM552 P0.0.0.0 S1とし、http://mycnc.local/にてアクセス) - トラブルシューティングの「Pアドレスが見つからない」を参照し、基板のIPアドレスを特定の上再度アクセスしてみてください。
- USBで接続したときにデバイスマネージャーでデバイスが増えるか確認してください
- ドライバがインストールされているか確認してください(デバイスマネージャーで警告記号がでていないか)
Win10、Win11の場合はこちらのドライバをインストールします。
CP210x Universal Windows Driver
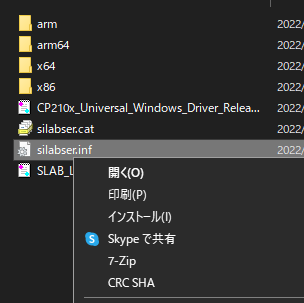
ファイルを解凍し、フォルダ内にあるsilabser.infを右クリックしてインストールを選択します。
Win8.1以下の方は下記リンクよりCP210x Windows Driverを選択してインストールしてください。
https://www.silabs.com/developers/usb-to-uart-bridge-vcp-drivers?tab=downloads
- CNC xPROのアクセスポイントに接続しているか確認してください(勝手に別のWiFiに切り替わっていないか)
- Internet ExploreではなくGoogle ChromeやFirefoxのブラウザで試してみてください
- ブラウザのURLの欄に
192.168.0.1やcnc_xpro_v5.localを入力してみてください
¶ 3.軸移動動作の確認
一度24V電源を切り、手でモーターを回して各軸中央方向に少し移動させます。
これはPCから操作した際に端方向に動かして軸端にぶつからないようにするためです。
再度24V電源を入れ、操作画面を開き、まずは各軸0.1mm移動、大丈夫そうなら1mm移動を行います。
移動単位は何mmでもいいですが移動量を大きくしすぎて軸端にぶつからないように気をつけてください
¶ 操作方法
移動動作の確認を行う場合は、事前にM564 S0 H0をWEBUI上部の入力ボックスに入力&送信し、移動の制限を解除しておきます。
この操作によりホーミングをしていなくてもロックがかからず移動できるようになります。

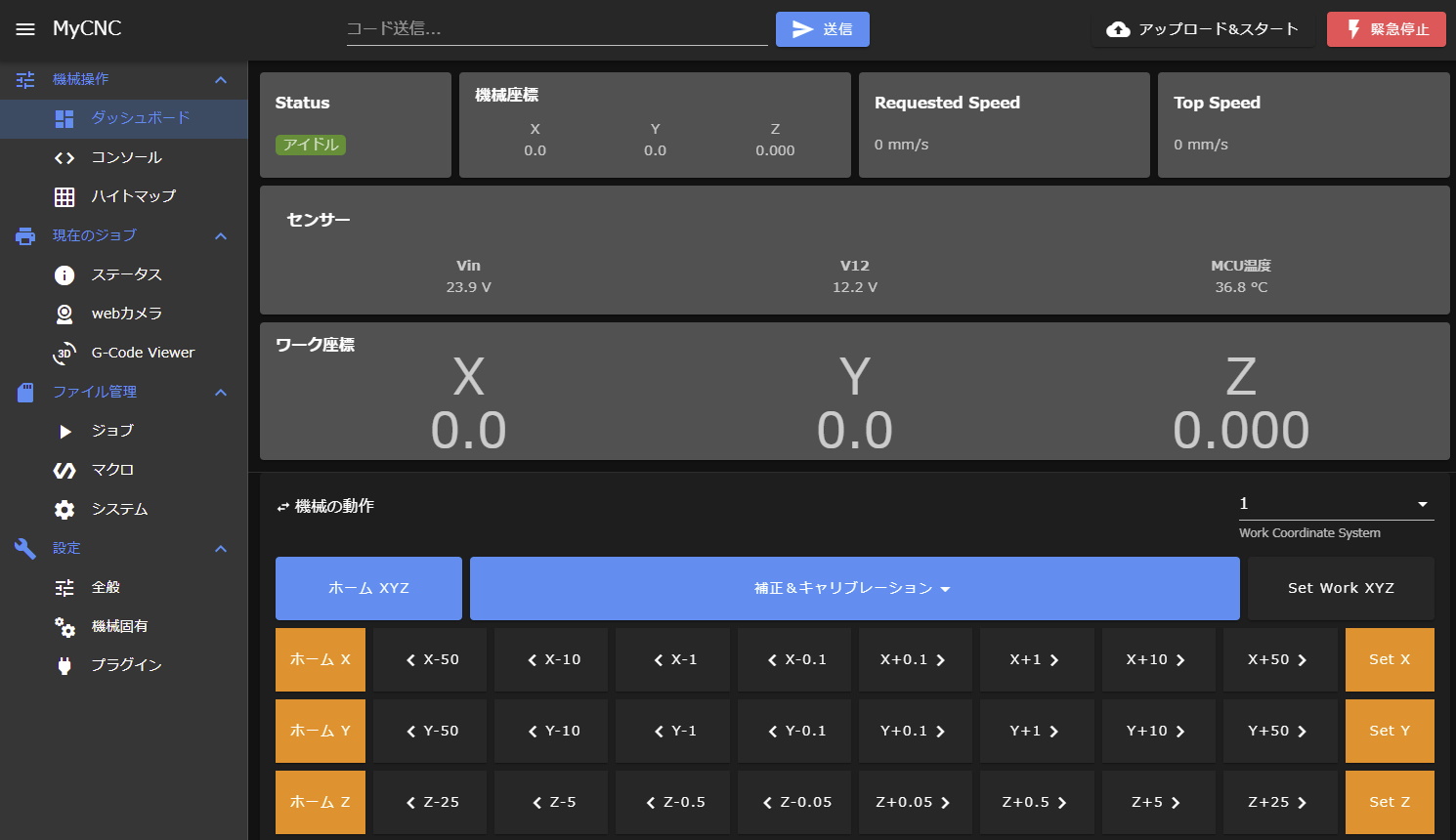
上記にて移動制限を解除している場合はホーミングは不要ですので、まずは押すと移動するボタンを押して各軸が動くかを確認しておきます。
下記画像の「押すと移動するボタン」を押下すると、例えばX+10はX+方向に10mm移動します。
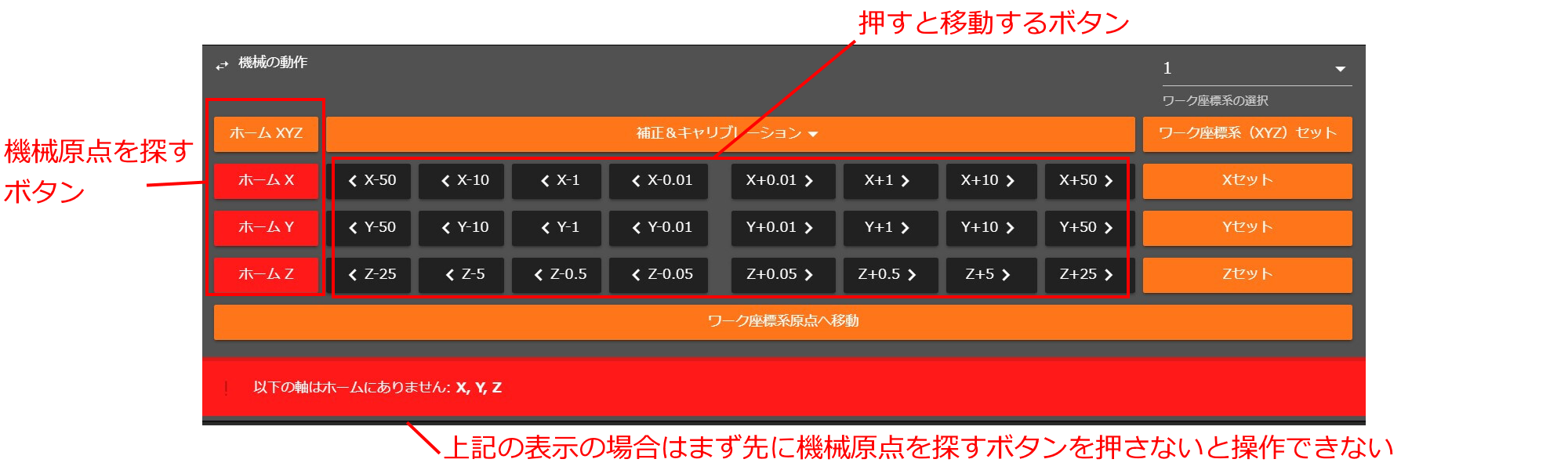
X+やY+、Z+を押すと+方向に移動します
X0Y0やZ0を押すと各軸座標0の位置(原点)へと移動します。(初期の設定では電源投入時の位置が原点位置として記憶されます。)
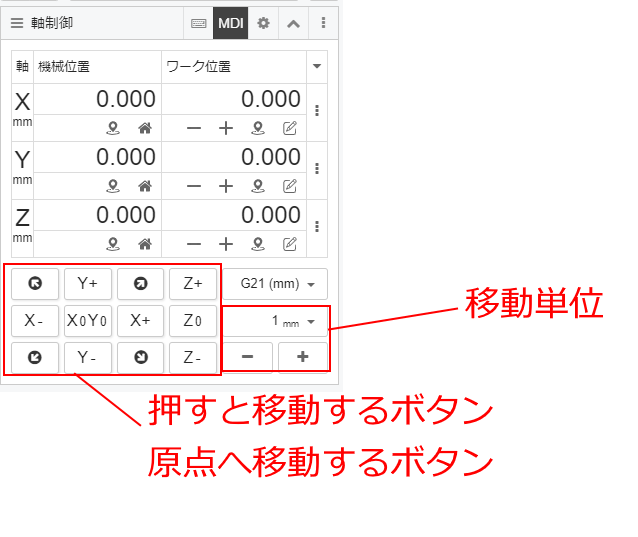
円が広がる方向に移動量が大きくなります。
家マークはホーミング(機械原点を探す)を行うボタンです。リミットスイッチを付け、設定を有効にしないと使えません

¶ 動かない・異音がする
¶ 軸が動かない場合
- モーターの配線はあっていますか
https://bbs.avalontech.jp/t/topic/789 - モーターにつながるコネクタ類はしっかり刺さっていますか
- 動かそうとしている軸とモーターは一致していますか(基板のXYZの表示とモーターの対応を確認)
¶ モーターから異音(ガガガと音がなる)
- モーターの配線を確認してください
モーターの相の1セット(A1、A2など)が正しく接続されていないとガガガと音がなります。
¶ 4.各種設定
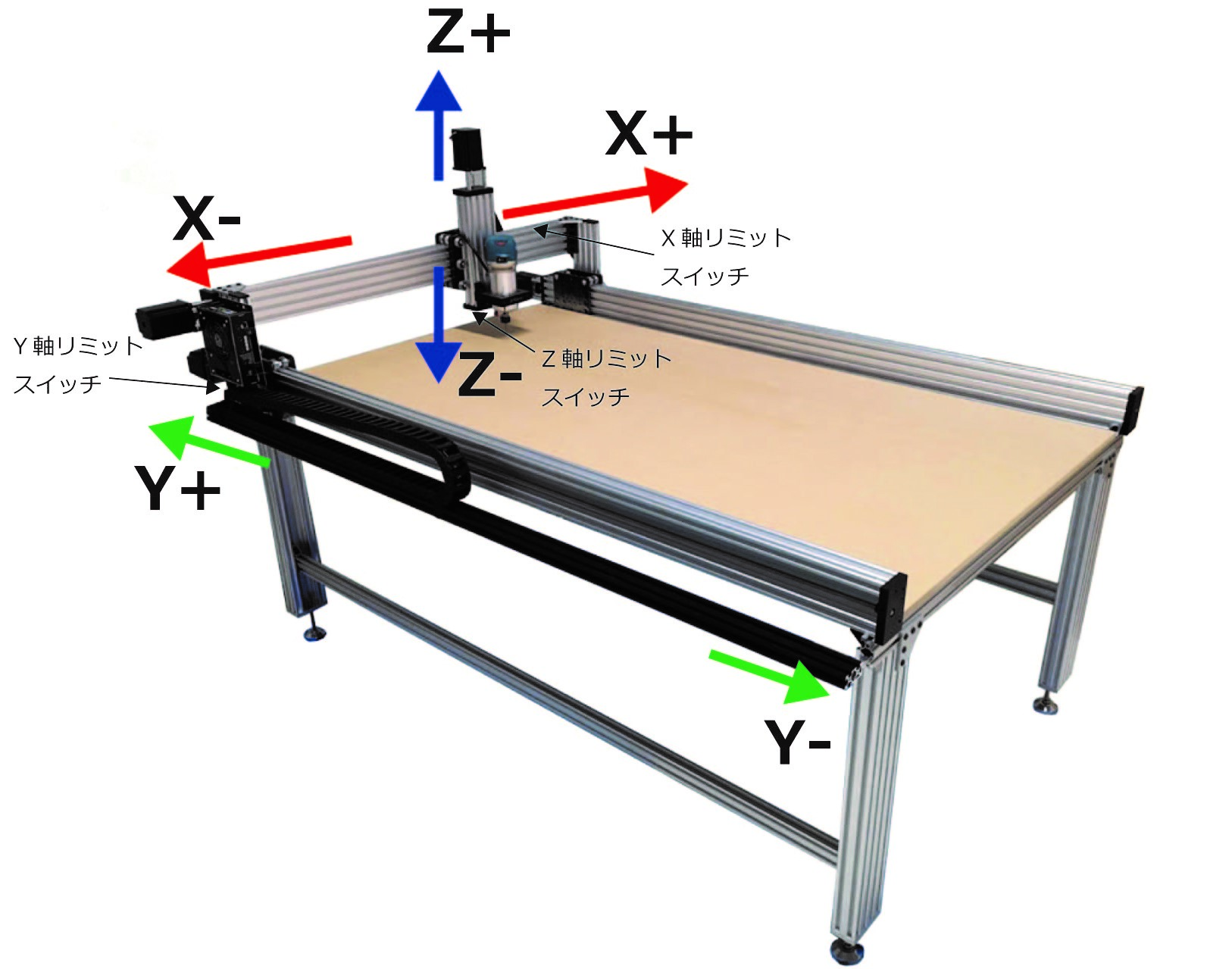
¶ 4.1 軸移動方向設定
軸の向きはユーザーが自由に変更することができます。
軸を設定する場合の設定例は以下のようになります。
※同じ設定にする必要はなく、以下は例となります。
都合に合わせて軸構成を変更してください。
右手系準拠の構成
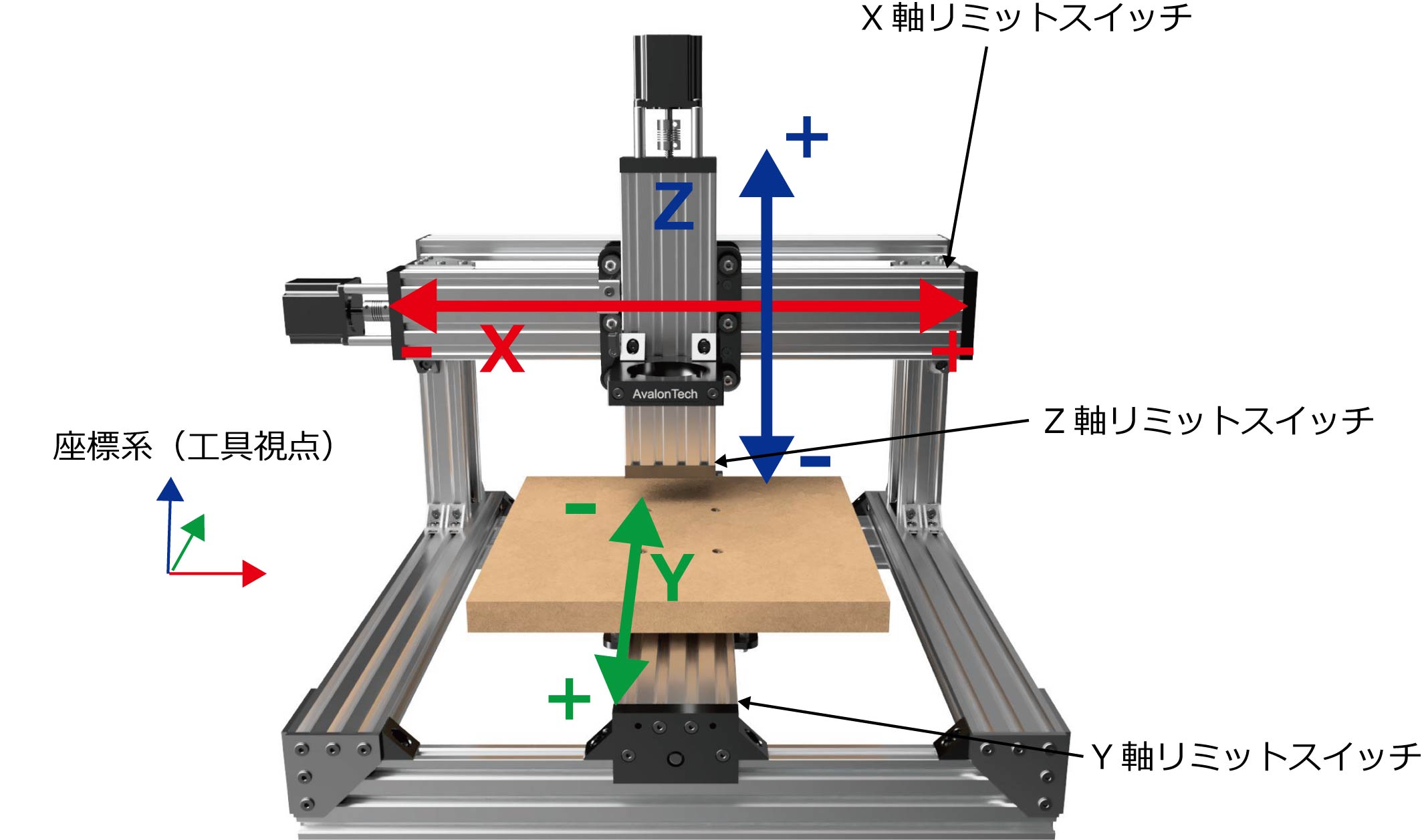
右手系準拠の構成
¶ 設定方法
設定したい軸移動方向と実際に動く方向が逆の場合、以下の方法で設定を変更します
- ステッピングモーターの配線を入れ替える
https://bbs.avalontech.jp/t/topic/789#how
- ソフトウェアで変更する
¶ モーターの回転方向の反転
ファイル管理>システム から config.g をクリック、編集画面に入ります。
M569 P0.0 S0
M569 P0.1 S0
M569 P0.2 S0
の記述を探します。上から順にXYZ軸の設定となっています。
動作を反転させたい軸の S0 を S1 に変更し、保存します。
Y2軸がある場合は
M569 P0.4 S0がY2軸の設定に該当します。
grblのパラメータを変更します。
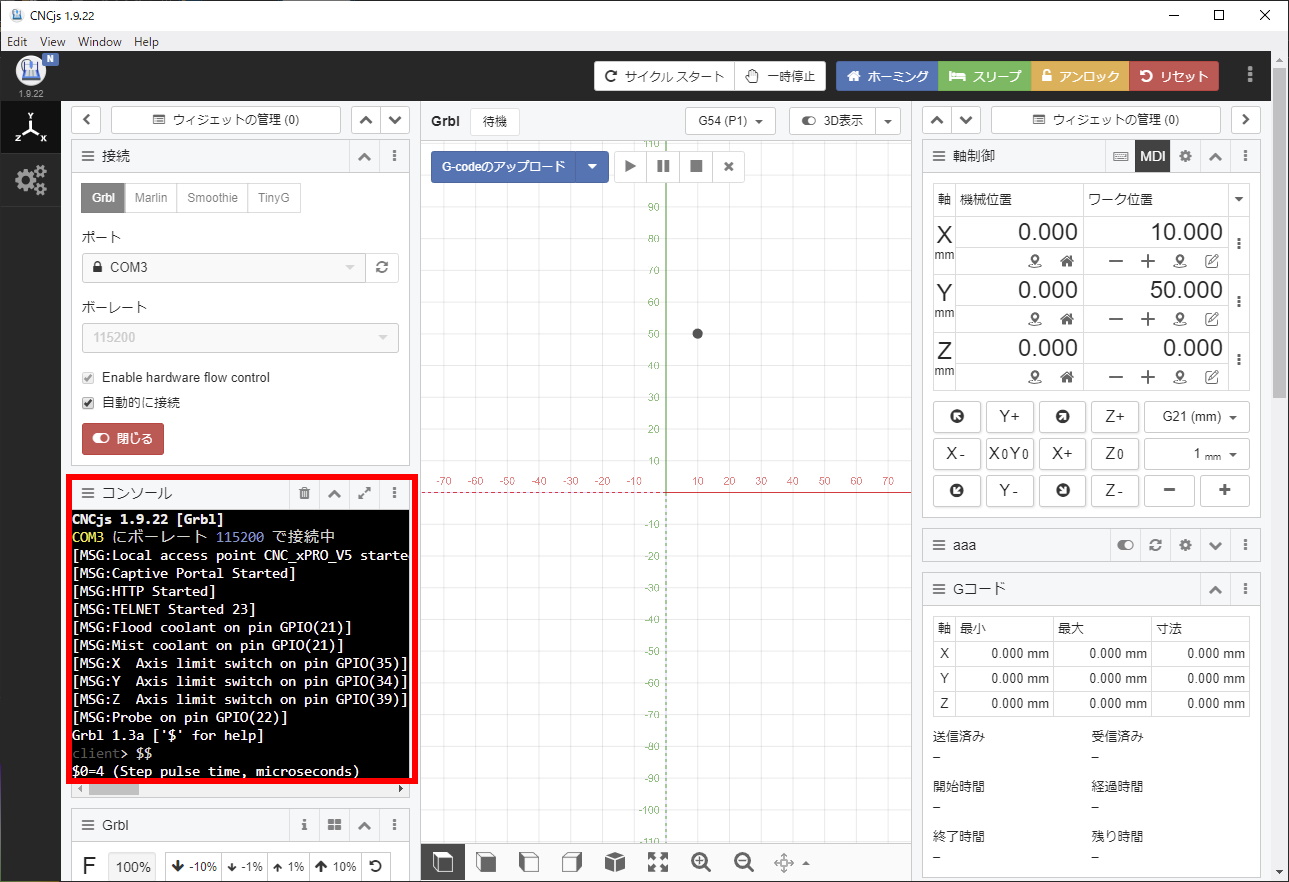
CNCjsを使っている場合はCNCjsのコンソールから変更します。
WebUIを使っている場合はGRBLタブから変更します。
$3=◯(モーターの回転方向の設定)
モーターの取り付け位置や配線の順番によってはモーターが思っていた方向と逆に動く場合があります。
配線の交換で移動方向を反転させることができますが、ここではファームウェアの設定変更で移動方向を反転させる方法を紹介します。
-
CNCjsのコンソールに
$$と入力して現在の$3設定を確認する。 -
$3=0の場合はそのまま、$3=0以外の場合は一度$3=0に変更し、どのモーターも反転していない状態にしてからXYZの軸が逆に動いていないか確認する。 -
逆に動く軸があった場合はその軸だけ反転するように
$3=◯の設定を変更する。
| パラメーター | 意味 |
|---|---|
| $3=0 | どの軸も反転しない |
| $3=1 | X軸だけ反転 |
| $3=2 | Y軸だけ反転 |
| $3=3 | X軸とY軸が反転 |
| $3=4 | Z軸だけ反転 |
| $3=5 | X軸とZ軸が反転 |
| $3=6 | Y軸とZ軸が反転 |
| $3=7 | すべての軸を反転 |
¶ 4.2 ホーミング方向設定(リミットスイッチ有りの場合)
これはリミットスイッチを取り付けている場合のオプションの設定となります。リミットスイッチをつけていない場合は、この設定を飛ばします。
ホーミングとはスイッチに当たるまで軸を移動し、機械原点を設定する動作のことです。
この動作により、電源を切るなど位置情報が消えた後に毎度同じ原点を設定し、同じ場所は同じ座標として表示できるようになります。
Avalontechデフォルトの設定では各軸の+方向端にリミットスイッチがあるものとした設定となっています。
移動方向とスイッチの設置位置が合わない場合は、モーターの回転方向を逆にするかスイッチの設置位置を変更してください。
基本的にはデフォルト設定で構いませんが、設定にてリミットスイッチの設置方向を変更する場合はSDのconfig.g内にてM574のコマンドにて定義されています。
下記リンクの説明を参考にしてください。
M574の説明(Duet公式)
またホーミング時の動き方はhomeall.g、homex.g、homey.g、homez.gのファイル内にて定義されています。
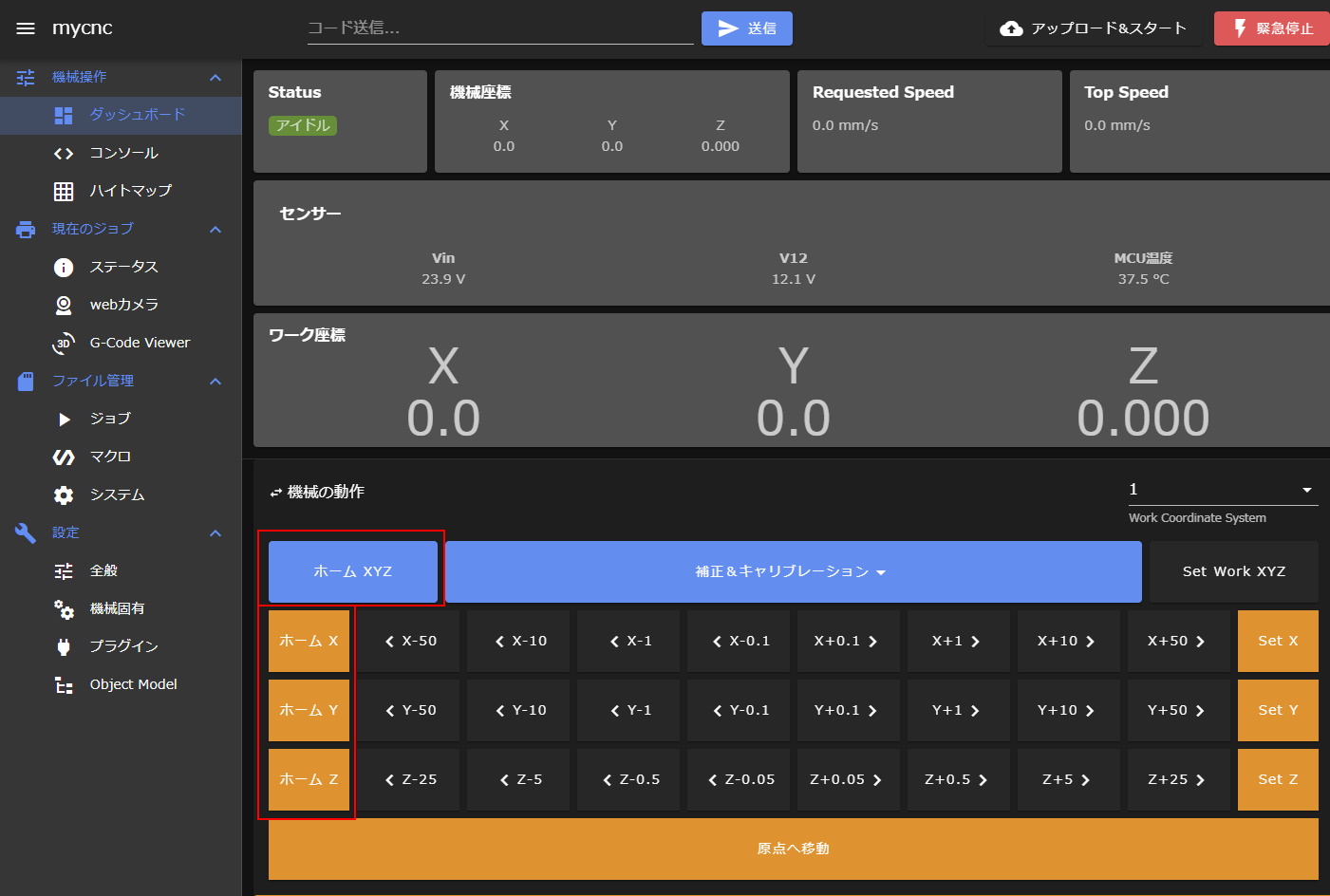
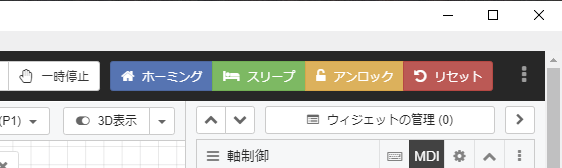
ホーミングはWEBUI上のボタンより実施できます。
ホーミングボタンを押した際にリミットスイッチの方向に動き出し、リミットスイッチに当たると移動が止まることを確認してください。
まずホーミング機能をパラメータ$22にて有効にします。
CNCjsを使っている場合はCNCjsのコンソールから変更します。
WebUIを使っている場合はGRBLタブから変更します。
CNCxPROではデフォルトの設定ではホーミング(機械原点探しの移動)は+方向に移動しリミットスイッチを探します。
リミットスイッチの位置が軸の+方向端にない場合はリミットスイッチの取り付け位置を変更するか、ソフトウェアのパラメータを変更します。
ホーミング方向反転のパラメータは$23で前述の軸移動方向の設定と同じように0~7の値で設定します。
| パラメーター | 意味 |
|---|---|
| $23=0 | どの軸も反転しない |
| $23=1 | X軸だけ反転 |
| $23=2 | Y軸だけ反転 |
| $23=3 | X軸とY軸が反転 |
| $23=4 | Z軸だけ反転 |
| $23=5 | X軸とZ軸が反転 |
| $23=6 | Y軸とZ軸が反転 |
| $23=7 | すべての軸を反転 |
ホーミングはCNCjs右上ボタンより実施できます。
ホーミングを押すとZ軸、XY軸の順にホーミングが行われ、正常に終了すると機械原点が自動的に登録されコンソールにokと表示されます。
ホーミングが正常に終了しなかった場合はコンソールにアラートが表示されます。
¶ 動作確認完了
これで動作確認は終了となります。
最低限の必要な設定は以上となり、後は必要に応じて以下の設定や動作確認を実施します。