¶ ハードウェアの交換部品
¶ マシンの部品が破損した場合、ストアにて部品単位で購入いただけます。
C-Beam Machine/C-Beam Machine XLarge部品
制御基板CNCxProシリーズは生産が終了しています。
Duet3シリーズが代替の制御基板となります。xProToDuet移行のご案内をご確認ください。
¶ 組立作業 ハードウェア系
¶ 8mmリードスクリューに8mmベアリングが入らない
8mmリードスクリューに微小な傷や汚れがあるとベアリングが入らない場合があります。
目の細かい布ヤスリなどでリードスクリュー先端表面を滑らかにすることで改善されます。
部分的にベアリングが入りにくい場合は、8mmナットブロックを回して押していくことで任意の位置までベアリングを移動させることができます。
¶ ルーター(RT0700C)に希望のエンドミルが入らない
AvalonTechオンラインストアで扱っているルーター(RT0700C)では6mm用のコレットが付属しています。
そのためエンドミルはシャンク径が6mmのものを用意してください。
シャンク径8mmのエンドミルを取り付けたい場合は別途8mmのコレットを購入してください。
シャンク径3.5mm等の小さい径のエンドミルを取り付ける場合はエンドミルにスリーブコレットを取り付けることでルーターに取り付けることができます。
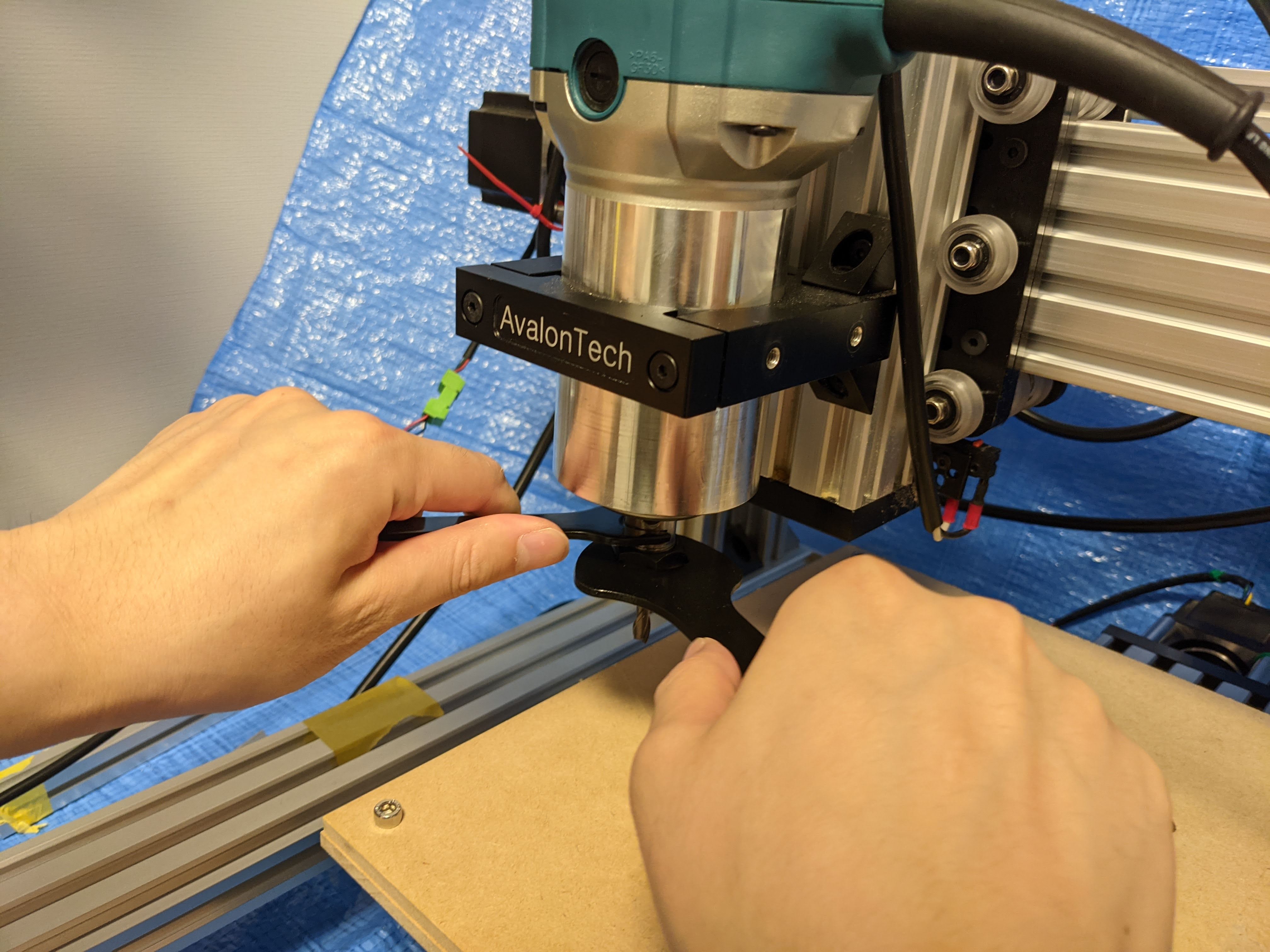
¶ エンドミルの取り付け方
-
エンドミル取り付け部にボタンがついています。エンドミルをルーターの取付部に差し込んだ状態でボタンを押しながらナットを手締めします。
-
付属のレンチ2本を用いてルーター先端が回らないように固定しながらナットを回しエンドミルを固定します。
¶ コレットにエンドミルが入らない
コレットがルーター側に食いついてしまっている可能性があります。
一度、工具取付部のナットを取り外し、コレット部をマイナスドライバー等でこじる、円筒部を軽く叩いて衝撃を与えるなどして一度コレットを取り外してください。
¶ リミットスイッチの取り付け位置がわからない
リミットスイッチの取り付け位置は軸の移動できる限界の両端のどちらかになります。
リミットスイッチは機械原点探し(ホーミング)に使います。
grbl(CNCxPRO)ではデフォルトで+方向にホーミングするようになっているため、プラス方向の端につけるのが良いです。
各軸の正負の方向は各自都合に合わせて設定可能なため、それにあわせてリミットスイッチの位置を決めてください。
参考:
https://bbs.avalontech.jp/t/topic/925/6
¶ リミットスイッチが動作しない
以前は動作していたが、動作しなくなった場合の原因として以下が考えられます。
- スイッチが押されていない
- 線がどこか途切れていてスイッチが押された信号がうまく伝わっていない
¶ スイッチが押されていない
以下の画像は例ですが、ホーミング時にリミットスイッチがカチッとなるまで押されているか確認してください。押されていない場合は位置を調整してください。
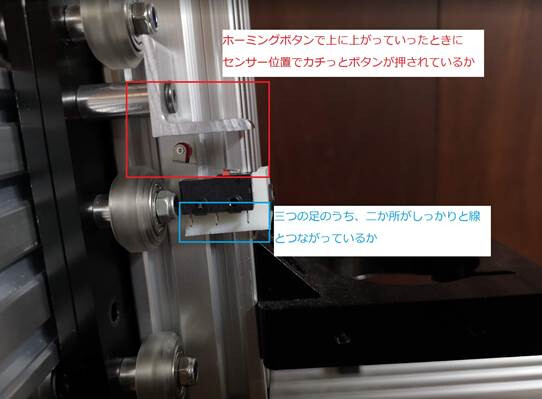
¶ スイッチが押された信号がうまく伝わっていない
リミットスイッチ用のケーブルがリミットスイッチの足に刺さっているかご確認ください。足は三つありますが線は二つです。
また基板側のコネクタも接続されているか、線が抜けていないか確認してください。
https://bbs.avalontech.jp/t/topic/925/3
CNCxPRO v5ではNOとCOMにリミットスイッチを接続している場合、スイッチを押した際にLEDが光ります。
一度手でスイッチを押してみてLEDが光るかどうか確認してみてください。LEDが光らない場合は接続がうまくできていません。

https://bbs.avalontech.jp/t/cncxpro/419
またCNCxPROのリミットのLEDは光るがホーミングができない場合はgrblのパラメーター$22(ホーミング)が$22=1となり有効になっているか確認してください。
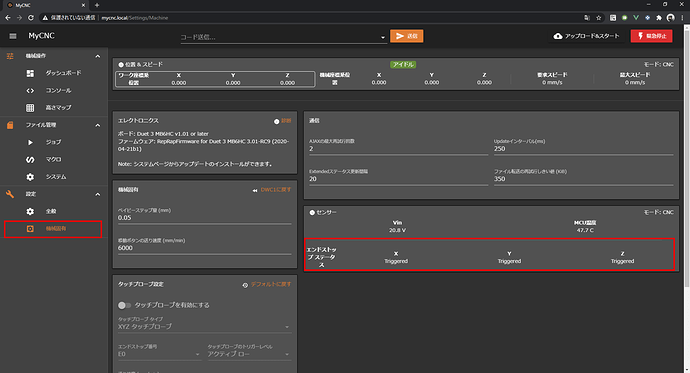
CBeamControlを使用している場合は設定→機械固有→エンドストップステータスからスイッチが押されているか確認ができます。
DuetWebControlを使用している場合はプラグインを有効化することで上記のようにスイッチのステータスを確認できます。
リミットスイッチの説明の4番をご確認ください。
¶ 4軸目は使用可能か
Duet、CNCxPRO v5にて4軸(XYZA)にすることが可能です。
ただし現在のCNCxPRO v5では4軸対応にするにはファームウェアを4軸用のものに変更する必要があります。
https://github.com/Spark-Concepts/xPro-V5/wiki/Checking_firmware_and_upgrading
Duetでは使用する軸を1つ追加設定することで4軸にすることが可能です。
¶ ハイトルク仕様と通常の物とのステッピングモーターの違いは何?
AvalonTechオンラインストアにて取り扱いがあるのは以下のステッピングモーターです。
| 名称 | トルク | 定格電流 |
|---|---|---|
| NEMA23ステッピングモーター 高トルク2.45N.m | 2.45N.m | 3.0A |
| NEMA23ステッピングモーター トルク1.26N.m | 1.26N.m | 2.8A |
モーターの特性図や寸法については各モーターのページをご確認ください。
高トルクステッピングモーターは消費電流が大きい分トルクが大きくなっています。
金属の加工等の高負荷な加工を行う場合は高トルクのものに変更することをおすすめします。
¶ アルミは加工できる?
可能です。
ただしどの程度精度が出るか等は組み立て方、調整の仕方、また加工条件の設定の仕方によります。
加工事例を投稿しているトピックがあるので参考にしてください。
https://bbs.avalontech.jp/t/topic/331
¶ ステッピングモーターの電流値はいくつにすればいいか
モーターの定格の範囲内で自由に設定してください。実際に動かしてみて状況にあった電流値に設定してください。
電流量が大きいと発生するトルクは大きいですが、モーターが高温になりやすくなります。あ
まりに高温になるとモーターの故障につながる可能性があります。
また電流量が小さいと発生するトルクは小さくなります。
¶ 説明書・取説はありますか
AvalonTechのCNC組み立てキットには紙媒体の説明書はありません。
本ドキュメントが説明書となります。
¶ 注油は必要か
ナットブロック部は自己潤滑性の高い樹脂が使われているため、注油は不要です。
しかしグリス等をリードスクリューに塗布しても大丈夫です。
¶ マキタのルーターは何時間連続稼働できるのか
弊社では連続運転6時間での動作を確認しています。また低負荷時に10時間連続稼働させて特に問題がなかったことを確認しています。
詳細なスペックについては取り扱い説明書をご確認ください。
¶ 産業用スピンドルは何時間連続稼働できるのか
連続運転20時間での動作が可能です。
¶ 加工すると正方形が平行四辺形になる
考えられる原因として以下があります。
- (ArtCNCなどY軸に2個モーターを使っている場合)2個あるY軸の片方がずれている
- X軸フレームとY軸フレームの直交がとれていない
- Y軸フレームがハの字になっている
1の場合は電源を切って手でカップリングを回し2つのY軸の位置を揃えます。
2及び3は一度フレーム同士の結合部を緩め調整する必要があります。
以下を参考にしてください。
https://bbs.avalontech.jp/t/art-cnc/742/2
¶ モーターから異音がする
多くの場合においてモーター配線の接続不良により異音(ガガガと鳴ります)が発生します。
一度モーターの配線を見直し、接続し直しを行ってください。
特に1本だけ線が抜けていないか、導線部が接触不良でないかを確認してください。
また軸に取り付けている場合はカップリングを手で回し軸が動かせるか、負荷が大きくないかを確認してください。
¶ ソフトウェアは有償か
CNCjs、CBeamControl、CNCxPROのファームウェア、Duetのファームウェア、これらのCNCの制御に関するソフトは無償で使うことができます。
CADモデルから加工経路を生成するCAMソフトウェアはご自身で用意する必要があります。
弊社ではCADとCAMが一つになっていることからFusion360を使用を推奨しています。
¶ バックラッシュ補正はあるか
CNCxPRO v5はバックラッシュ補正機能は現時点ではサポートされていません。
Duet基板ではファームウェア3.5.1以降バックラッシュ補正をサポートしています。
ソフトウェアが対応していない場合は、バックラッシュはハードウェアの調整にて軽減するようにしてください。
¶ CNC(Duet3版)ソフト系
¶ DuetWebControlとCbeamControlの違いは?
DuetWebControl:Duet公式WEBUI、3Dプリンター向け機能が多い
CbeamControl:CNC用カスタムUI
となります。
ただしCbeamControlは現在メンテナンスされていないWorkbeeControl(古いバージョンのDuetWebControlのCNC用カスタムUI)を日本語化し一部機能修正したものとなっており、現在のDuetのファームウェアバージョンでは十分に機能しない可能性があります。
現在では公式のDuetWebControlに日本語翻訳が追加されていることから、公式のDuetWebControlを使用することを推奨します。
¶ SDカードを最初から設定したい
-
PCにSDカードを挿し、SD公式のSDカードフォーマッターを使用しSDカードをフォーマットします。
https://www.sdcard.org/ja/downloads-2/formatter-2/ -
SDカードの直下にwwwフォルダを作成しCbeam Control(CNC向けUI)あるいはDuetWebControl(Duet公式3Dプリンタ向けUI)をダウンロード&解凍しwwwフォルダ下に置きます。
wwwフォルダ内にcssフォルダやindex.htmlファイル等がくるように配置します。
RepRapFirmware v3.4より公式UIであるDuetWebControlにて日本語翻訳が導入されました。Cbeam Controlは古いバージョンのUIをベースにしているため、いくつかの機能が動かない・あるいは動作中にエラーが発生する可能性があります。そのような場合は公式UIのDuetWebControlをご利用ください
https://github.com/nyarurato/DuetWebControl/releases/tag/1.0ja
https://github.com/Duet3D/DuetWebControl/releases/tag/v3.3.0
-
自分の環境に合った設定ファイルを以下からダウンロードしsysフォルダごとSD直下に置きます。
もしくはDuet公式設定ツールにて設定ファイルを生成しSD内に置きます。 -
その他のフォルダをSD直下に作成します。
- macros
- gcodes
- SD内のフォルダ構成は以下となります。確認してください。
SDカード
├── gcodes
├── macros
├── sys
│ └── 各種設定ファイル(config.gなど*.gファイル)
└── www
└── WEBUI用ファイル(cssフォルダ、jsフォルダ、index.html等)
参考:
https://duet3d.dozuki.com/Wiki/SD_Card
¶ Duet3D公式のDuetWebControlを使いたい
以下より現在使用しているRepRapFirmwareのバージョンに合ったDuetWebControl-SD.zipをダウンロードしてDuetにアップロードしてください。
https://github.com/Duet3D/DuetWebControl/releases
更新方法はファイルを現在使っているWEBUI(CbeamControl、WorkbeeControl、DuetWebControl)のファイル管理→システムからzipファイルを選択しシステムファイルをアップロードすることで更新することができます。
詳細は以下のドキュメントをご確認ください。
https://duet3d.dozuki.com/Wiki/Installing_and_Updating_Firmware#Section_Updating_DuetWebControl_files
¶ WebUIに接続できない
IPアドレスの設定がうまくいっていない可能性があります。
下記トピックを参考にDuetのIPアドレスを設定し直してください。
https://bbs.avalontech.jp/t/duet3/600/7
¶ IPアドレスが見つからない
config.gの設定以下のようにするとIPアドレスを自動取得になります。
M552 P0.0.0.0 S1
この場合IPアドレスはわからないので、http://mycnc.local/ など(マシン名).localにてアクセス可能ですが、ネットワーク環境によっては(マシン名).localではアクセスできない場合がございます。
その場合は、以下の方法でIPアドレスを調べることができます。
- ネットワークスキャンアプリを使用しネットワーク上のDuet基板を検索する
- Duet基板のUSB端子とPCをUSB接続しYAT等ターミナルソフトにて
M552を実行し、使用しているIPアドレスを調べる
参考:
https://docs.duet3d.com/en/User_manual/Machine_configuration/Networking
IPアドレス自動取得設定時は、その時のネットワーク状態によって使われるIPアドレスが前回値と異なることがあります。
- Advanced IP Scannerをインストールして実行します。
https://forest.watch.impress.co.jp/library/software/advipscanner/ - スキャンボタンを押してローカルネットワークのスキャンを実施します。
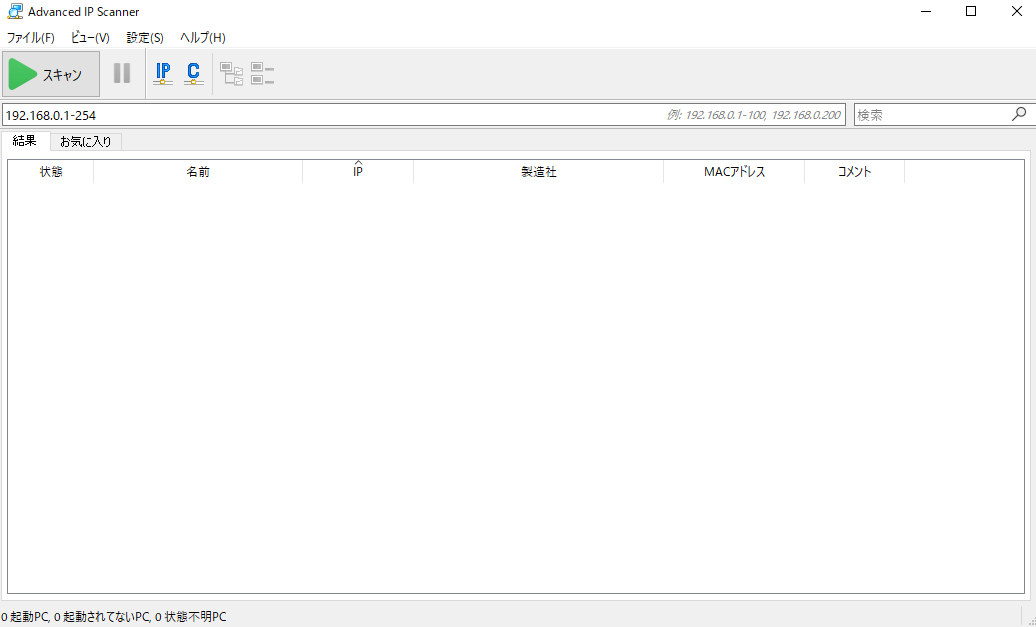
- スキャンが終わるとローカルネットワーク上のデバイス一覧を見ることができます。
折りたたまれた項目部にHTTP, Duet Web Controlと書かれたデバイスがあれば、そのデバイスがDuet基板となります。
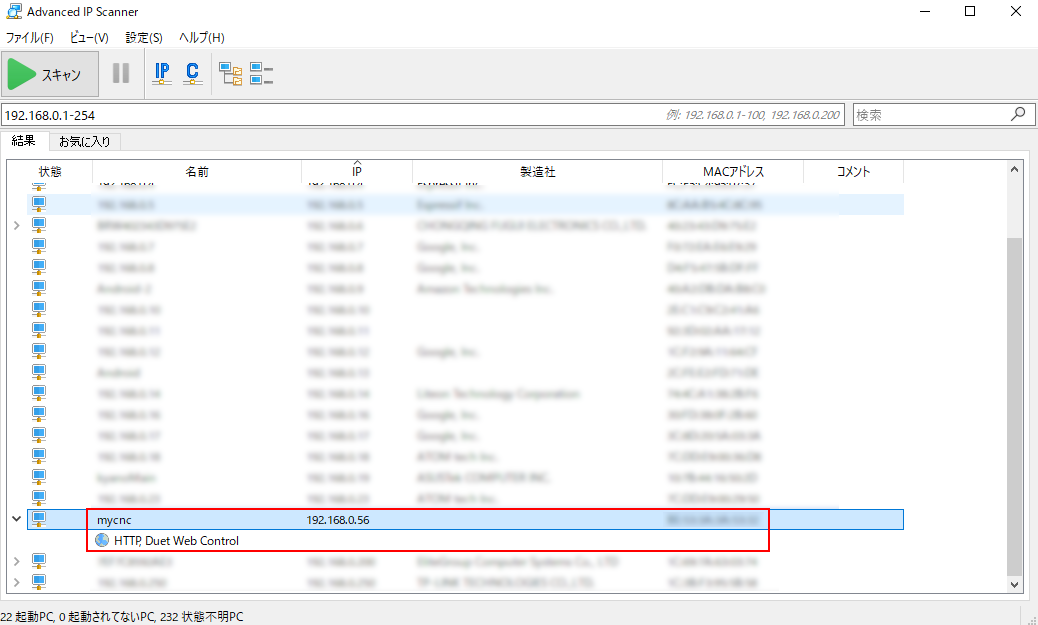
- 記載されているIPアドレス(ここでは192.168.0.56)をWebブラウザに入力するとWEBUIにアクセスできます。
- YATをインストールする。導入済みの場合はスキップします。
https://sourceforge.net/projects/y-a-terminal/ - Duet基板の24V電源をオフにしている状態で、Duet基板のUSB端子とPCをUSBケーブルで接続します。
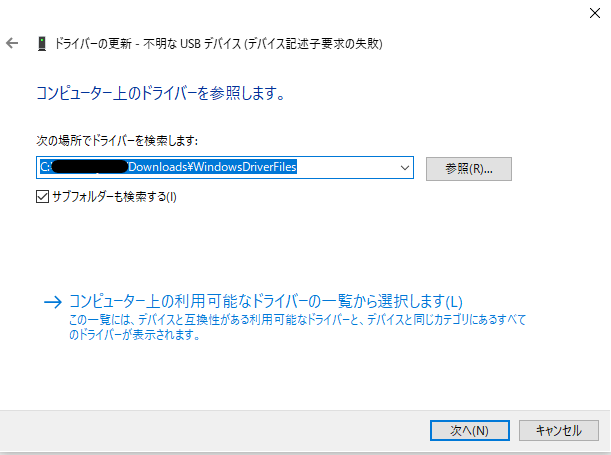
このとき、Duet基板の24V電源はオフにしたままで、USBケーブルを取り外すまで電源を入れることはありません。 - DuetのUSB接続用ドライバーをダウンロードします。導入済みの場合スキップします。
https://github.com/Duet3D/RepRapFirmware/blob/dev/Driver/WindowsDriverFiles.zip - デバイスマネージャーを開き、!のついたデバイスに対して右クリックからドライバーの更新を選択し、ダウンロードしたフォルダを指定します。導入済みの場合スキップします。
- YATを開き、Duetのポートを選択し開き、
M552を入力し送信します。 actual IP address:○○○○の形で現在のIPアドレスが表示されるので、この値をメモしておき、USBケーブルを取外します。
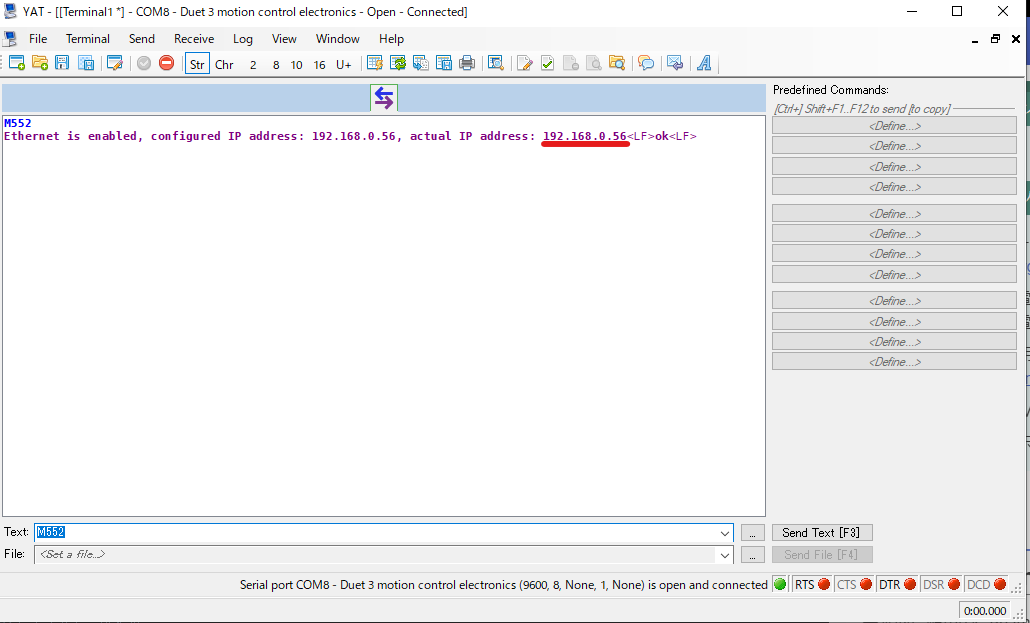
- Duetに電源を入れ、上記のIPアドレスをブラウザに入力してアクセスします。
¶ CNC(CNCxPRO版) 電気系
¶ 非常停止・緊急停止スイッチが使えない
まずは手元のスイッチがNC(常時閉)かNO(常時開)かを確認してください。
CNCxPROでは下記画像のように電源CNCxPRO間にスイッチを接続する必要があります。そのためNCのスイッチでなければつかえません。また全ての電流がスイッチを通って流れていくため許容電流値を確認してください。
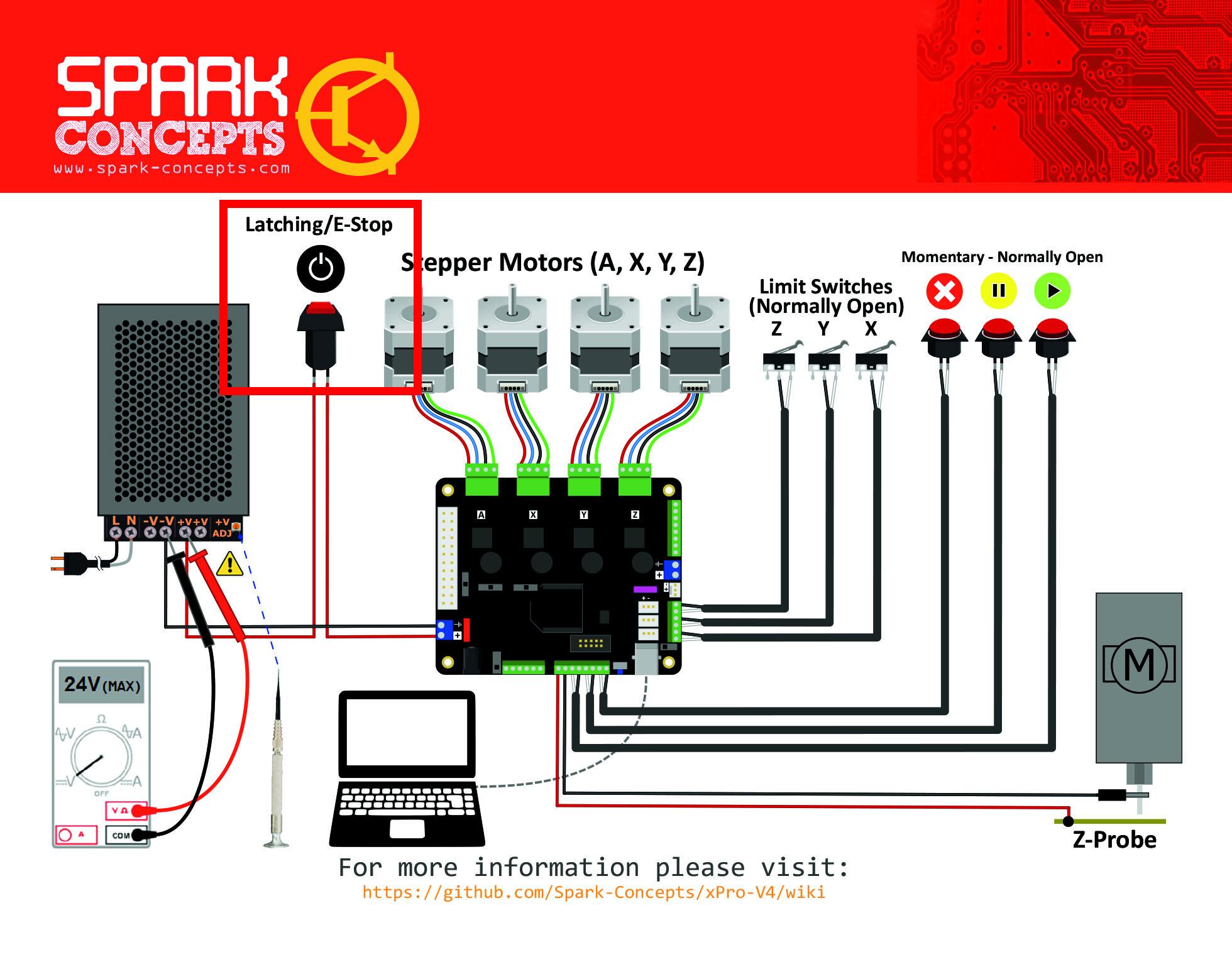
スイッチのタイプ(NO、NC)によって設定方法が異なります。
https://github.com/Spark-Concepts/xPro-V5/wiki/Front_Panel#doorestop
CNCxPROv5では非常停止スイッチが押された場合は安全ドアが開いたものとして処理され動作を停止します。
¶ NOの場合
デフォルトではNO用のファームウェアとなっているため、ファームウェアの変更は不要です。
ファームウェアを変更している場合はNO用のファームウェアを導入してください。
下記リンクよりCNC_xPRO_V5_XYYZ_PWM_NO.bin を選択しダウンロード・インストールを行います。
https://github.com/Spark-Concepts/xPro-V5/tree/main/Firmware
https://github.com/Spark-Concepts/xPro-V5/wiki/Checking_firmware_and_upgrading#precompiled-firmware
インストール方法については以下を参考にしてください。
https://bbs.avalontech.jp/t/cnc-xpro-v5/679/7
ファームウェアの変更が完了したら、CNCxPROのネジ止めされている上フタを外します。
その後、以下の画像に示すジャンパーの位置を画像のとおりに変更します。
[u]注意:1番のジャンパーはEstop Disable側に挿します。[/u]
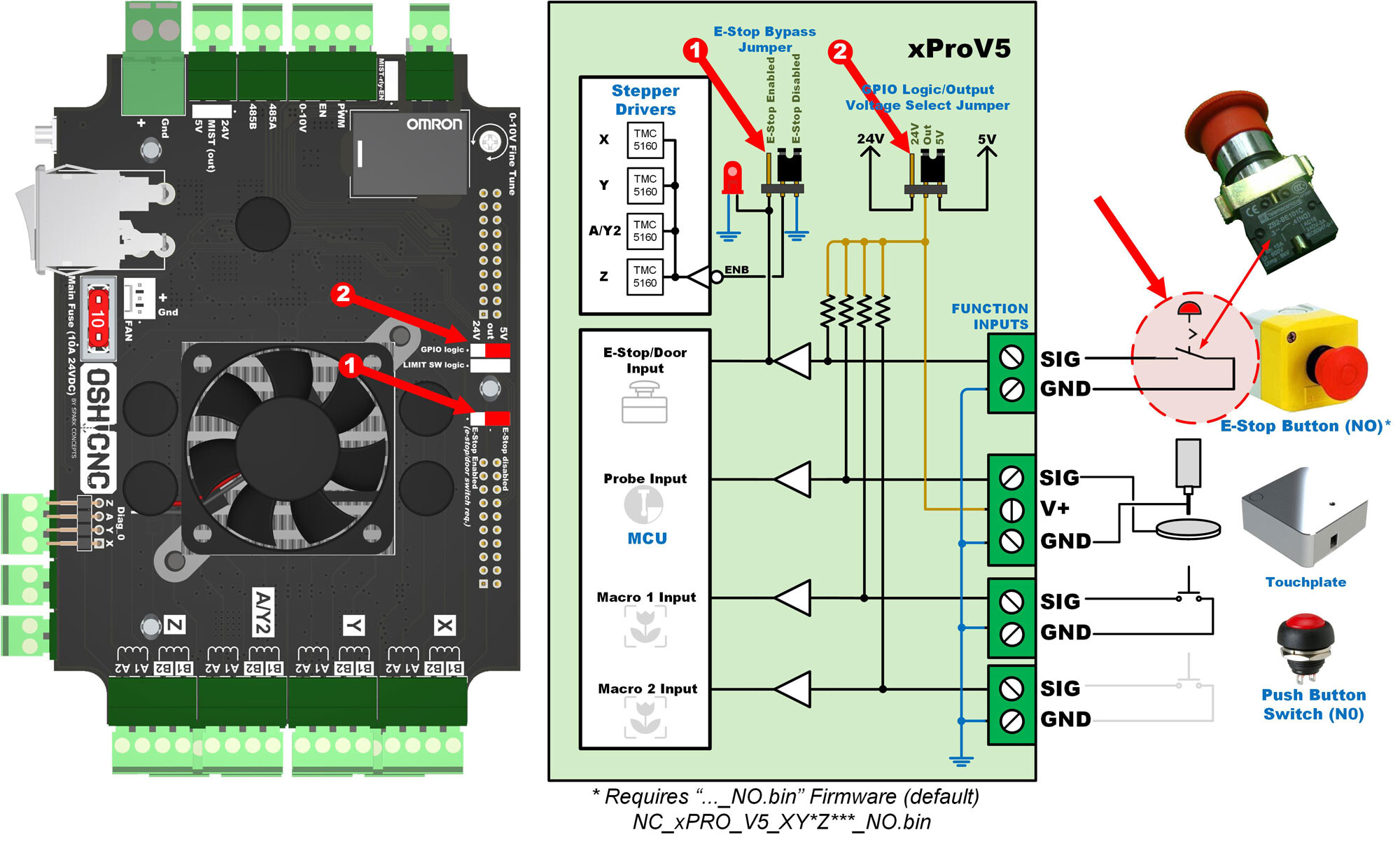
(from: https://github.com/Spark-Concepts/xPro-V5/wiki/Front_Panel#doorestop )
CNCxPRO v5のEstop/DoorのポートにNOのスイッチを接続すれば完了です。
¶ NCの場合
以下のどちらかを選択できます。
- CNCxPRO v4と同じように電源・CNCxPRO間に入れる
- 上記NOと同じようにEstop/Doorに接続する
¶ Estop/Doorに接続する場合
ファームウェアをNCのものに変更する。手順はNOの項目を参考にしてください。
CNC_xPRO_V5_XYYZ_PWM_NC.binを選択することになります。
その後CNCxPROの上フタを外し以下の画像①、②のようにジャンパーの位置を変更する。
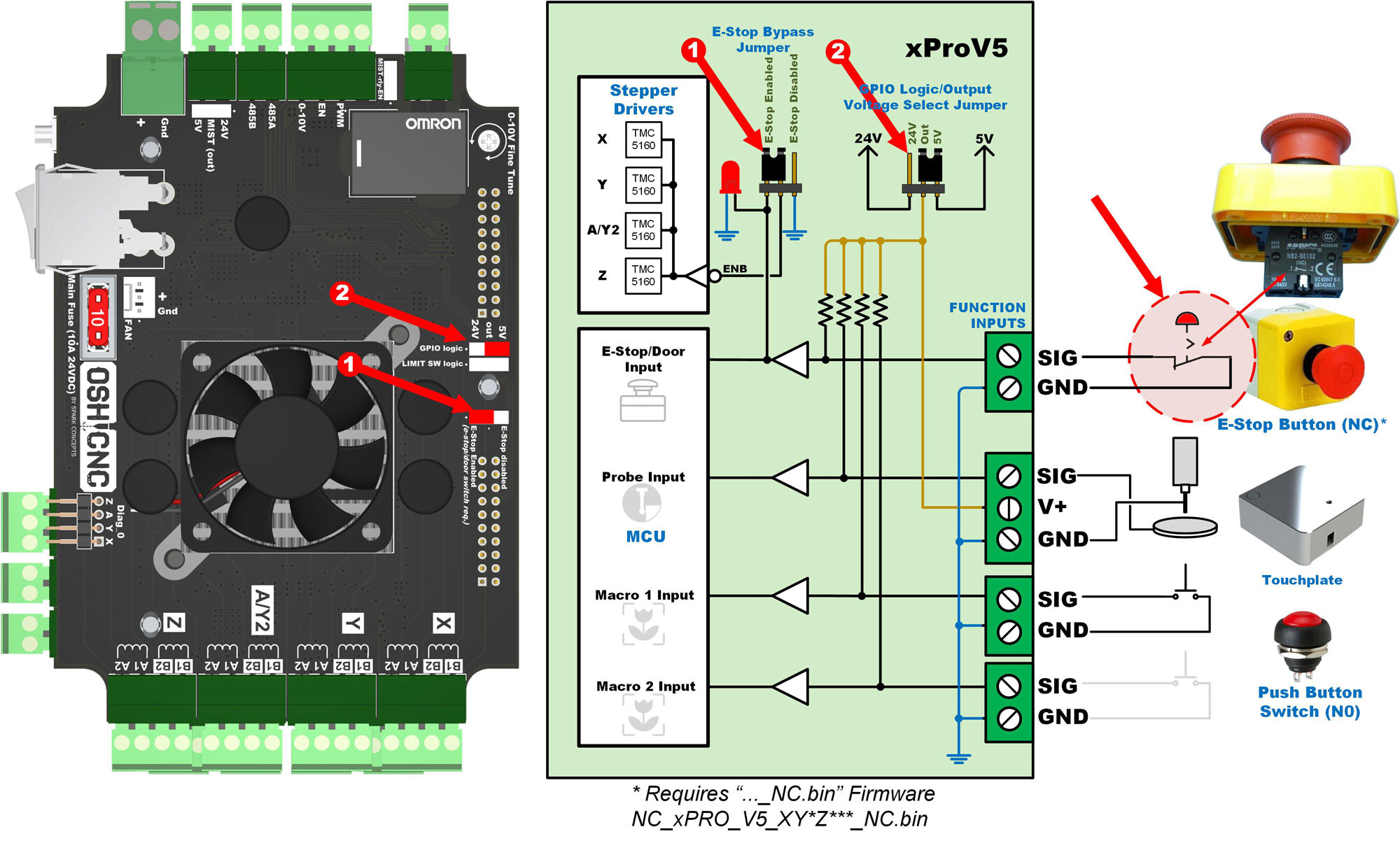
(from: https://github.com/Spark-Concepts/xPro-V5/wiki/Front_Panel#doorestop )
¶ スピンドルを動かすとハードウェアリミットがONになってしまう
スピンドルによってノイズがリミットスイッチのケーブルに載っている可能性があります。
解決策として以下を試してみてください。
- リミットスイッチのケーブルをシールド付きのケーブルにしシールドをGNDと接続する
- リミットスイッチをNOとCOMではなくNCとCOMの組み合わせで使用する
- スピンドルのケーブルとリミットスイッチのケーブルは同じ経路で配線しない
- スピンドルのケーブルとリミットスイッチのケーブルを交差しなければいけない場合は直角に交差させる
- ハードウェアリミットを使用しない
沓掛 裕幸, "制御ラインに誘導されるノイズ対策" ,オリエンタルモーター
https://www.orientalmotor.co.jp/file/pdf/renga/178_4.pdf
¶ モーターが動かない
まず以下を確認し問題の切り分けを行ってください
- 配線がすべてつながっているのか、コネクタ部の接続をやり直す
- 制御基板に24V電源を入力しているか
- 通電中にリセットボタンを押しても変わらないか
- CNCxPRO v5の場合、電源スイッチは"I"側(オン)に入っているか
- CNCjsやWebUIにてアラーム・エラーの表示がでていないか
- 通電中にモーターのカップリングは手で簡単に回すことができるか
- 別の軸のモーターを差し替えても動作しないか
- 軸の移動機構に繋いでいない無負荷のモーターを繋いでも動かないか
- CNCxPROv5の場合、側面のZ, A/Y2, Y, XのLEDは強く点灯しているか(点灯時:ショート、過熱、電圧不足)
- 無通電時にモーターのカップリングを手で回して軸を移動させることはできるか
ここから、電源の問題、配線の問題、軸移動時の負荷の問題、CNCxPROの問題、ファームウェア側のエラーの問題等の切り分けができます。
¶ リセットスイッチは何に使うのか
CNCxPROの再起動をする場合に用います。
また仕様としてUSB接続時にリセットボタンを一度押下しないと接続されないため、USB接続時にも使用します。
¶ モーターのアサインを変えたい(XYYZではなくXYZAなどにしたい)
現在パラメータからは変更できず、ファームウェアそのものを変更することでしか対処できません。
SparkConceptsよりXYYZ版とXYAZ版のファームウェアが公開されているため、4軸化したい方はファームウェアの変更を行ってください。
https://github.com/Spark-Concepts/xPro-V5/wiki/Checking_firmware_and_upgrading#precompiled-firmware
インストール方法については以下を参考にしてください。
https://bbs.avalontech.jp/t/cnc-xpro-v5/679/7
¶ エアー・クーラント用に電磁弁をつなげたいがどうすればよいか
接続する電磁弁・バルブの制御用の電圧・制御方法によって異なります。
CNCxPROのCOOL端子ではGコードによって出力をオンオフの制御ができます。この端子を使うことで電磁弁の開閉の制御が可能です。
CNCxPROのCOOL端子から出力できるのは5V・24Vのみです。24Vの場合のみ3A出力が可能です。
24Vに変更する場合はケースのカバーを外しジャンパーピンを差し替える必要があります。
下記リンクを参考にしてください。
https://github.com/Spark-Concepts/xPro-V5/wiki/Basic-hookup#connect-24vdc-air-solonoid
https://github.com/Spark-Concepts/xPro-V5/wiki/Basic-hookup#connect-coolant-output
接続後はM7、M8、M9のGコードにてCOOL端子のオンオフを制御できます。
M7とM8はオンのGコードです
CNCjsではスピンドルパネルの冷却液の部分から操作できます。
¶ CNC xPRO v5付属の冷却ファンが回らない
CNC xPRO v5に搭載されているファンは温度制御がされており、常にONになっているとは限りません。負荷の量よってONOFFが変わります。
特に電源投入時など負荷がない場合は手でファンを突かないと回らないことがありますが、これは正常な動作となります。
¶ CNC(CNCxPRO版)ソフト系
¶ CNCxPRO v5に接続できない
問題の切り分けとして以下を試してみてください.
- USBでCNCxPROとPCを繋いだときにデバイスマネージャーを開く
このときポート(COMとLPT)という部分にデバイスが増えているか確認

Silicon Labs CP210x ~~~~というデバイス増えている場合,PCはCNC xPROを認識しています.原因がCNCjsでの設定の可能性があります.- デバイスは増えたが,
Silicon Labs CP210x ~~~~というデバイスが見つからない場合,ドライバーが入っていません.
https://www.silabs.com/products/development-tools/software/usb-to-uart-bridge-vcp-drivers
こちらよりダウンロード&インストールをして再度試してみてください.
(Downloadsタブ→CP210x Universal Windows Driver(win10の場合)) - デバイスが増えていない場合,PCはCNC xPROを認識できていないです.
問題はケーブル側,基板側,USBポート側の可能性があります.まずUSBケーブルを交換するなどを試してみてください.
上記のドライバーのインストールも試してみてください.
- PCは認識できており,CNCjsで接続できない場合はCNCjsの接続ウィジェットの設定を見直してみてください.
- Grblのボタンを選択する.
- ポートはデバイスマネージャーで
Silicon Labs CP210x ~~~~(COM◯◯)となっていた(COM◯◯)を選択してください. - ボーレートは115200です.
Enable hardware flow controlはチェックを入れなくても良いですが,再接続時にリセットボタンを押さなくて良くなるのでチェックを入れておきます
- またはWiFiでつながるか確認してみる
CNC xPRO v5に電源をいれる(USBケーブルをつなぐ、あるいは24v電源につなぐ)とWiFiのアクセスポイントがでてきます.
CNC_xPRO_V5というアクセスポイントです.
以下を参考にWEBUIに入れるか確認してみてください.CNC xPROが動いているか確認できると思います
- OSのバージョンによってインストールするドライバが異なります。OSのバージョンを確認してください。
MacOSでMacOS 10.5~10.11の場合は以下よりダウンロードしたファイルをインストールしてください。
http://www.silabs.com/Support Documents/Software/Mac_OSX_VCP_Driver_10_6.zip
これは以下ページのレガシーOS用のドライバです。
MacOS10.11以降の方は以下のドライバをインストールしてください。
https://www.silabs.com/documents/public/software/Mac_OSX_VCP_Driver.zip
¶ CNCxPRO初期化したい
基本的には初期化は不要ですが、どうしても初期化したい場合の方法です。
ファームウェアの書き換え処理が含まれ、操作内容によっては動作しなくなる可能性もあるため注意して行ってください。
https://bbs.avalontech.jp/t/topic/936/6
https://bbs.avalontech.jp/t/topic/936/8
¶ WiFiでの操作方法は?
接続方法・WEBUIの使い方に関しては以下のトピックや公式wikiを参考にしてください。
https://bbs.avalontech.jp/t/cnc-xpro-v5/679/6
https://github.com/Spark-Concepts/xPro-V5/wiki/Wifi_guide
¶ どうやってファームウェアを更新するのか
ファームウェアのインストール方法については以下を参考にしてください。
https://bbs.avalontech.jp/t/cnc-xpro-v5/679/7
またファームウェアについての説明はSparkConceptsのwikiにて公開されています。参考にしてください。
https://github.com/Spark-Concepts/xPro-V5/wiki/Checking_firmware_and_upgrading#precompiled-firmware
ファームウェアのダウンロードはこちらからできます。
https://github.com/Spark-Concepts/xPro-V5/tree/main/Firmware
¶ ホーミング後に機械座標・ワーク座標が0にならない
grbl(制御基板ファームウェア)ではホーミングは以下の通り動作します。
- リミットスイッチに当たるまで移動
- プルオフ距離($27)だけスイッチから離す
- 低速でリミットスイッチに当たるまで移動=当たった位置が機械原点
- プルオフ距離($27)だけスイッチから離す
このプルオフ距離だけ移動する処理があるため機械座標は0となりません。
これはハードリミットホーミング終了後にオンにならないようにするためです。
またワーク原点はホーミング時に機械原点と一致させる処理はありません。
ワーク座標系は自分で再設定しないかぎり変更されません。
¶ CNC(Duet3版)電気系
¶ IO関係のピン配列がわからない
下図はDuet3の各ピン配列を示しています。入出力(IO)で使うのが図右下のIO_〇〇のピンです。
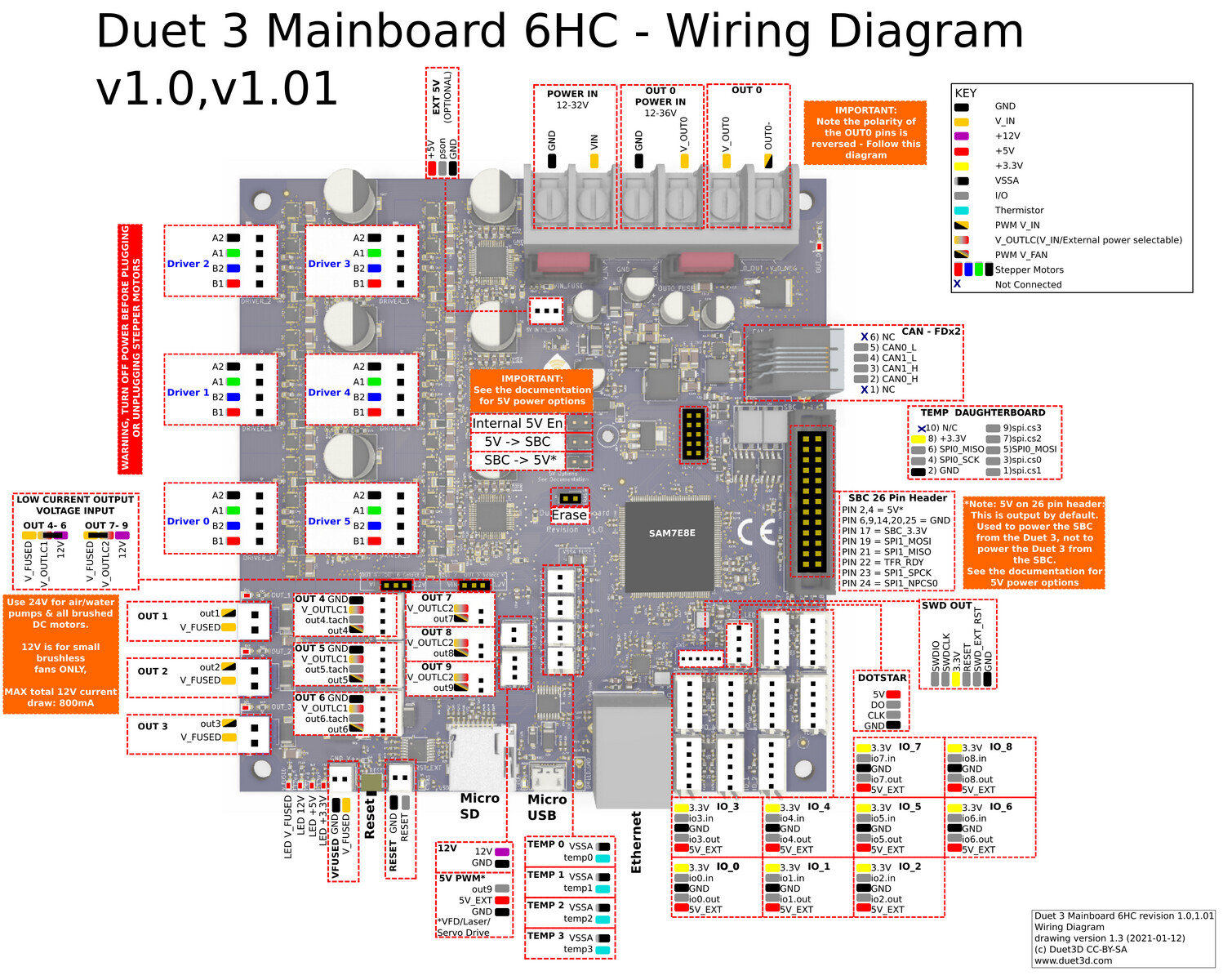
(from: https://duet3d.dozuki.com/Wiki/Duet_3_Mainboard_6HC_Wiring_Diagram )
これらのピンに対してどう繋ぐかは全て設定次第ですが、AvalonTechのデフォルト設定において、
リミットスイッチ・Zプローブ等の信号の入力に使う場合はio〇〇.inとGNDに接続するようにしています。
そのため、リミットスイッチの配線では以下の図のようなコネクタを作成しています。
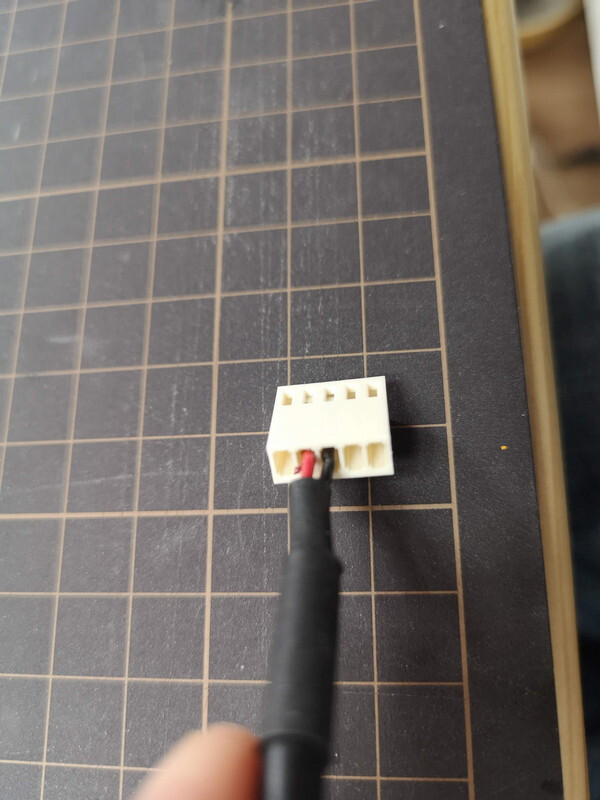
これらは設定ファイルconfig.gにてM574(リミットスイッチの定義)やM558(プローブの定義)にて使用するピンやアクティブロー・ハイ等を設定しています。
詳細については以下のリファレンスをご確認ください。
https://duet3d.dozuki.com/Wiki/Gcode
¶ モーターが動かない
まず以下を確認し問題の切り分けを行ってください
- 配線がすべてつながっているのか、コネクタ部の接続をやり直す
- 制御基板に24V電源を入力しているか
- 配線の圧着をやり直す
- UIからエラーログを確認する
- UIのコンソールより
M122を入力し、問題が発生していないか確認する - 通電中にモーターのカップリングは手で簡単に回すことができるか
- 別の軸のモーターを差し替えても動作しないか
参考:
https://bbs.avalontech.jp/t/duet3/600/10
¶ CNCjs関係
¶ 右上ボタンのホーミング・スリープ・アンロック・リセットの意味は?
ホーミング:機械原点を探しに行く動作をおこないます。
スリープ:スリープ状態にします。
アンロック:エラー・アラームを解除します。
リセット:制御基板をソフトウェア的にリセットします。
¶ Invalid gcodeといったエラーが出る
環境等によって何が起きているかが異なります。
エラーは不正なGコードを示しているので、まずは使っているCAMの設定を確認してみてください。
特にFusion360ではgrbl用のポストを使用しているかを確認してください。
解決しない場合はエラーのログ、NCプログラム等をコミュニティに投稿して問題を共有してみましょう。
¶ NCプログラムを途中から再開できますか
CNCjsには指定行から再開の機能はありません。
中断したプログラムを再開するには以下の情報を参考にしてください。
基本的には元のNCプログラムを編集するか、最初からNCプログラムを流すかです。
https://wiki.shapeoko.com/index.php/FAQ#Continuing_a_cut_which_is_interrupted
またCNCjsではなくUGSというソフトウェアには指定行から再開の機能があるそうですが、特に案内はしていません。
https://github.com/winder/Universal-G-Code-Sender/wiki/Usage#run-from-a-selected-line
¶ CAM関係
¶ CAMは何を使えば良いのか
CAMはユーザー様にご用意頂いていますが、ポストプロセッサ(ポスト)が使用している制御基板のファームウェアに対応しているものをお選びください。
| 使用している制御基板 | ファームウェア名 |
|---|---|
| CNCxPRO v5 | grbl |
| Duet3 | RepRapFirmware |
詳細については使用予定のCAD/CAM提供元にお問い合わせください。
弊社ではCADとCAMが一つになっていることからFusion360を使用を推奨しています。
¶ Fusion360においてCNCxPRO用のCAM設定は何をすればいいか
grbl用のポストプロセッサを選択する必要があります。
下記ではカスタムポストを使うことを推奨しています。
https://bbs.avalontech.jp/t/cncjs-m6/567/2
¶ Fusion360においてDuetのCAM設定はどうすればいい?
DuetのファームウェアであるRepRapFirmware用のポストプロセッサを設定する必要があります
https://bbs.avalontech.jp/t/artcnc-duet3-fusion360/644/2
¶ 2DCADの図面データをもとにマシンを動かすことができるか?
可能です。別途CAMの設定・操作が必要となります。
CAD/CAMソフトとしてFusion360やNCVC等があります。