¶ 産業用スピンドル&インバータの取り扱い説明
¶ 内容物

¶ マニュアル(英語)
¶ 仕様
¶ 産業用スピンドル仕様
寸法:φ65mm x 244mm
パワー:800w
電圧:110VAC
電流:6A
周波数:0~400Hz
速度:10~24000rpm
冷却:風冷
精度:<0.02mm
コレット:ER11 6mm
重量:2.6KG
¶ VFD仕様
入力:110V(±15%) / 50Hz or 60Hz
出力電圧:0-110V (デフォルト設定110v)
出力周波数:0~400Hz
出力位相:三相交流
最大出力:1500w / 14A
制御入力:0-10Vアナログ電圧・アナログ電流
¶ 電源配線
¶ コネクタ取り付け
作業前にケーブルを真っすぐに戻してください。はんだ付けを行う前にもケーブルがまっすぐであることを確認し、長さを揃えてからはんだ付けを行ってください。
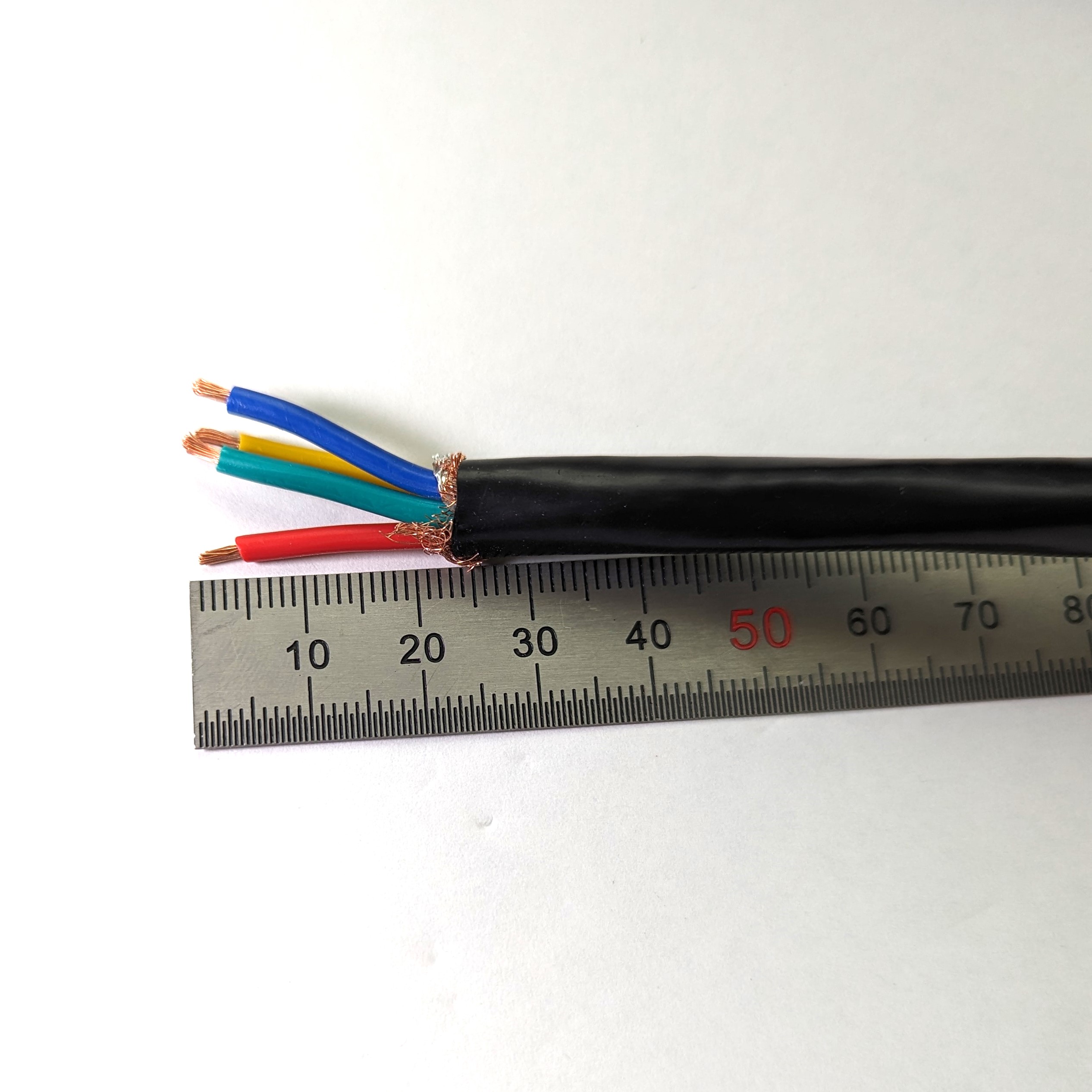
4芯ケーブルの外部被覆を剥がします。(2cm程度)
4本の導線の被覆を5mm程度剥がしてねじります。(熱収縮チューブで絶縁する場合はここで入れておきます)
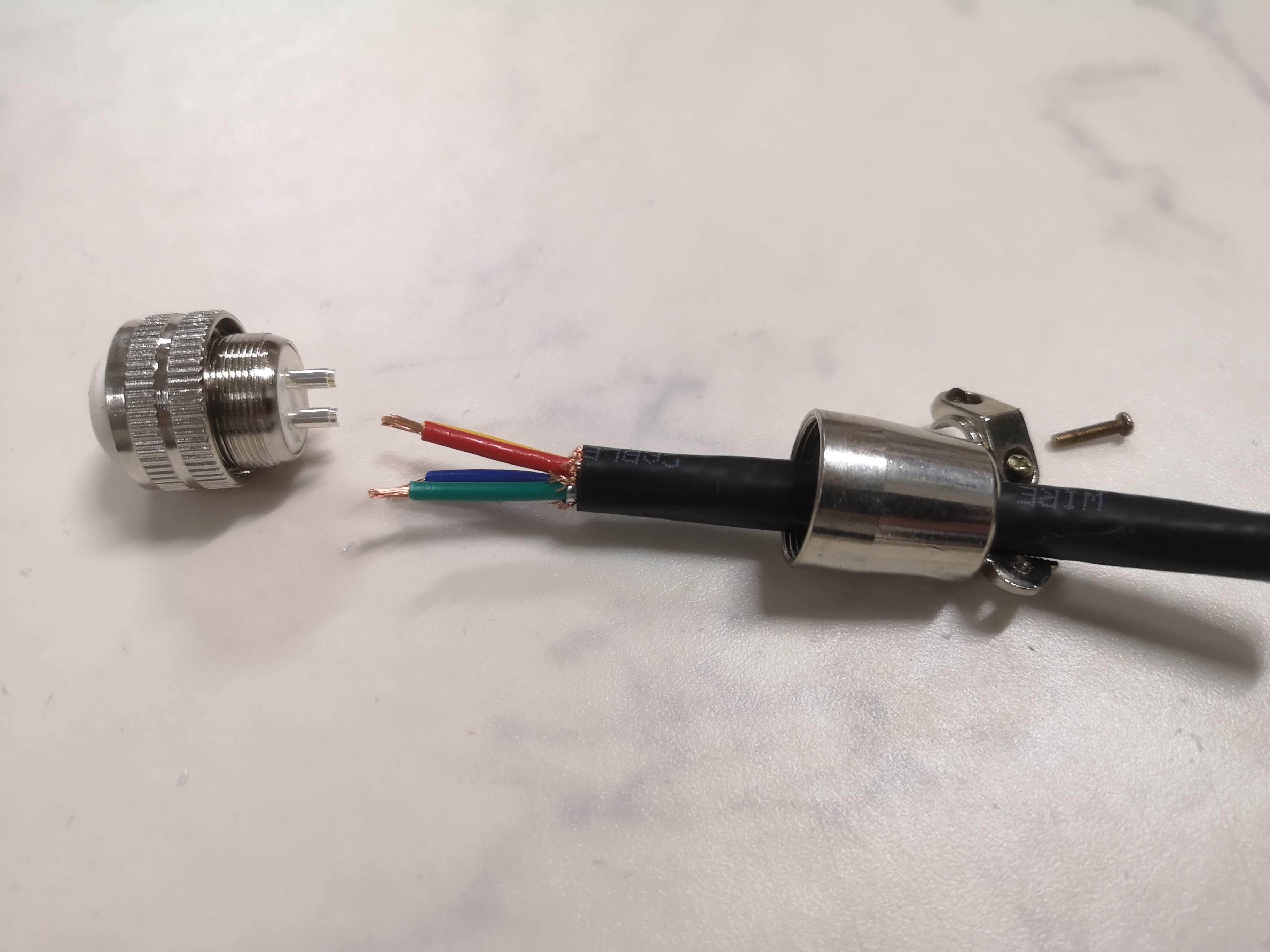
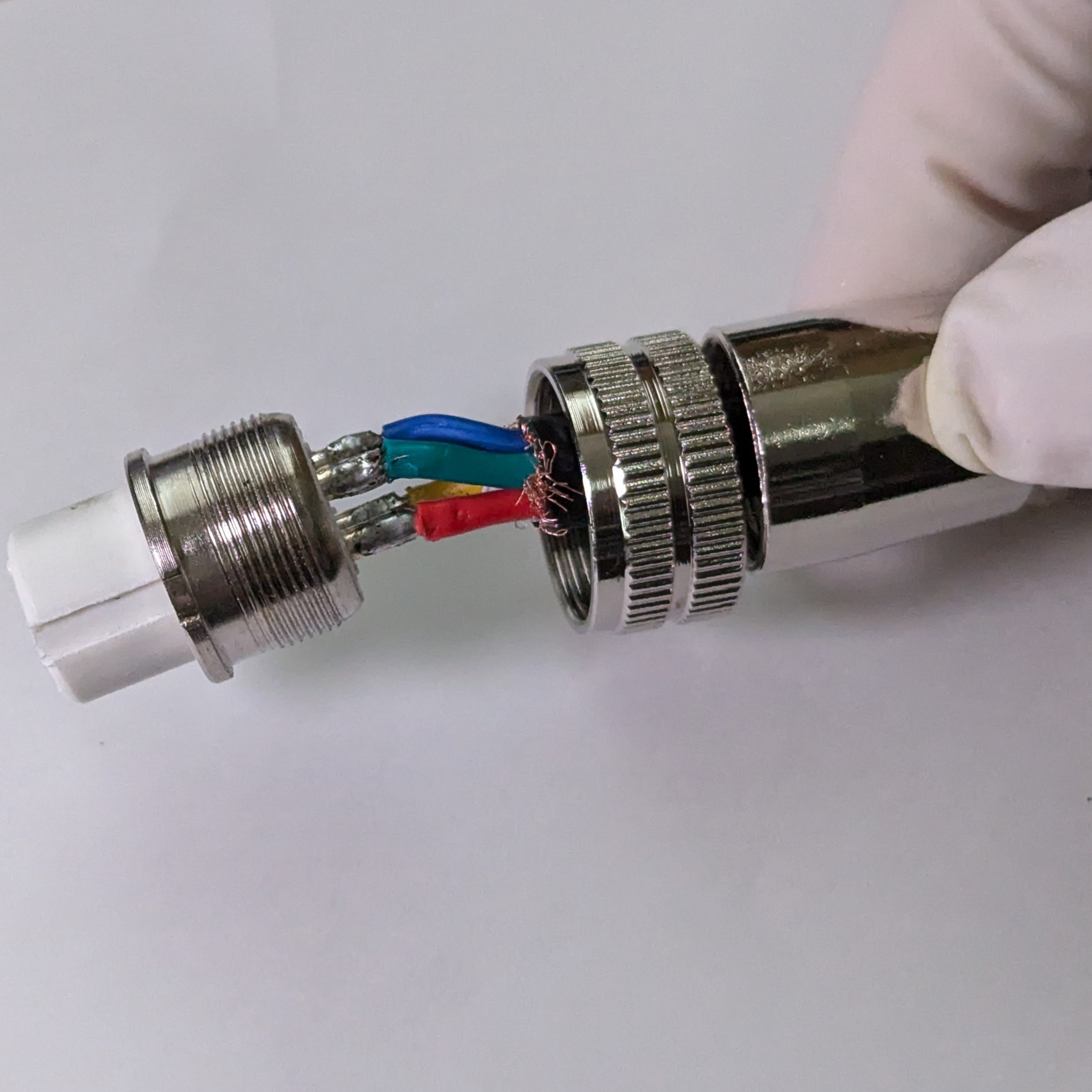
コネクタを分解し、ケーブルを掴む部分のねじを外してケーブルに通しておきます。
次にコネクタとケーブルを半田付けします。
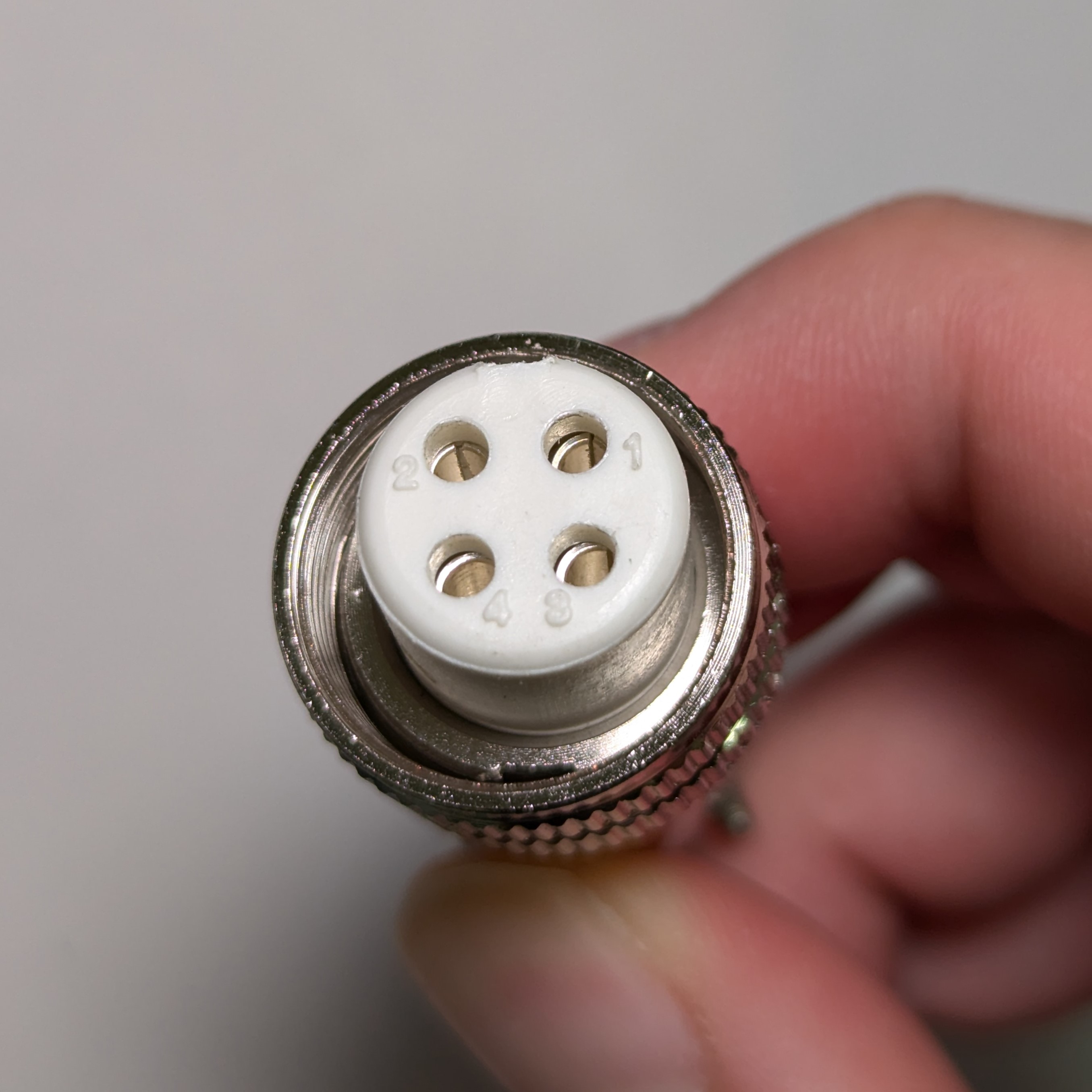
コネクタのケーブル接続部には1234の番号が割り振られています。
コネクタの接続部の番号と機能は以下の通りです。
| 番号 | 説明 |
|---|---|
| 1 | スピンドル U |
| 2 | スピンドル V |
| 3 | スピンドル W |
| 4 | アース |
後ほどインバーターに接続する際に4がアース、1,2,3がU,V,Wとなるので、はんだ付けする各線の色を確認します。
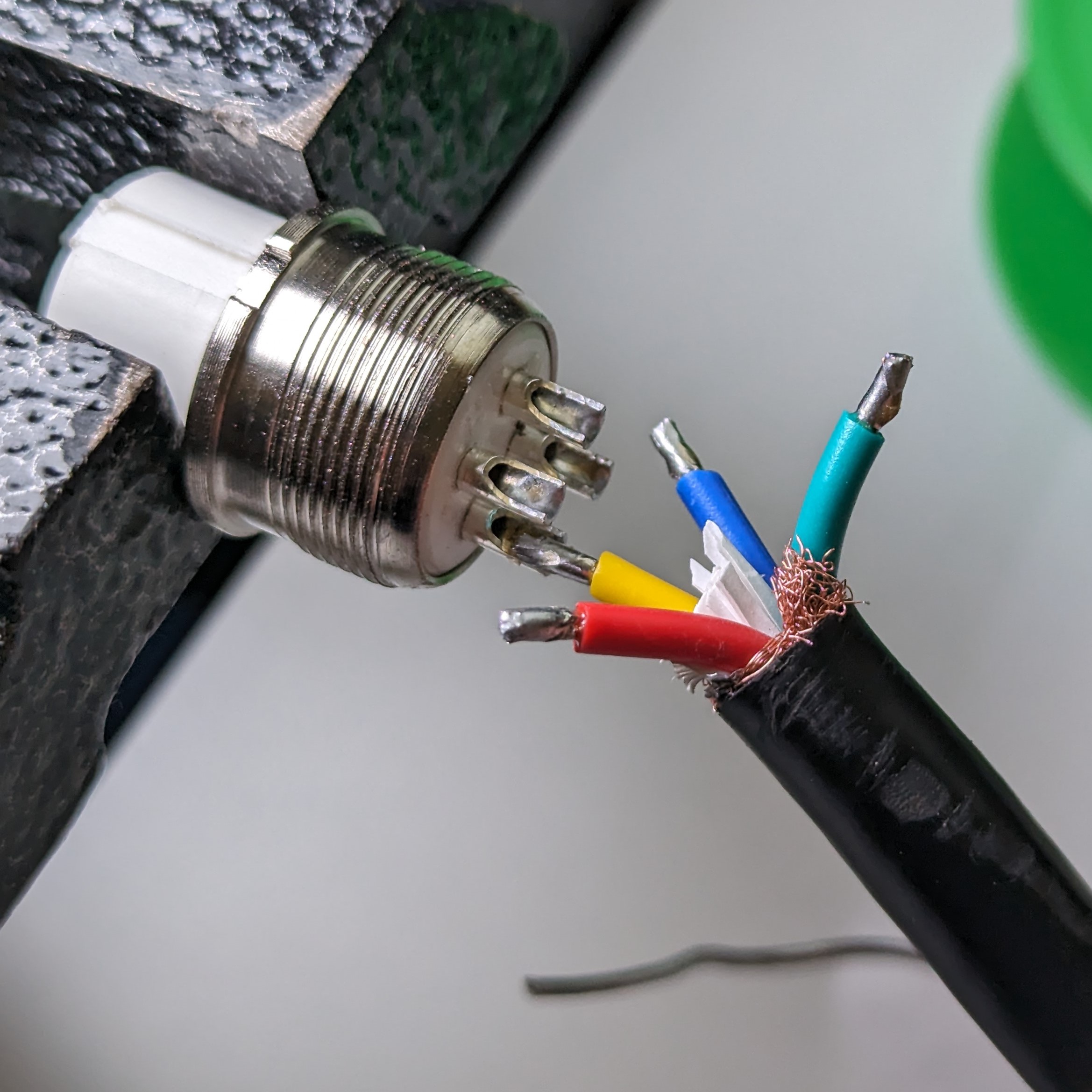
半田付けの際は以下のようにすると取り付けがしやすいです。
- ねじったケーブル、コネクタにそれぞれあらかじめ半田を乗せる
- コネクタのピンを温めながらピンにケーブルを乗せる
参考(動画193秒付近)
https://youtu.be/vpN3VO5IHjA?si=rDIdPnDVKXOOD95k&t=193
各部がショートしないようにしっかり絶縁し
コネクタを閉じてケーブルが引っ張られないようにねじで押さえます。

¶ 端子台取り付け
ケーブルの反対側はインバータ内の端子台へと接続します。
端子台への良好な取り付けのためにケーブル各線に圧着端子の取り付けを推奨します。
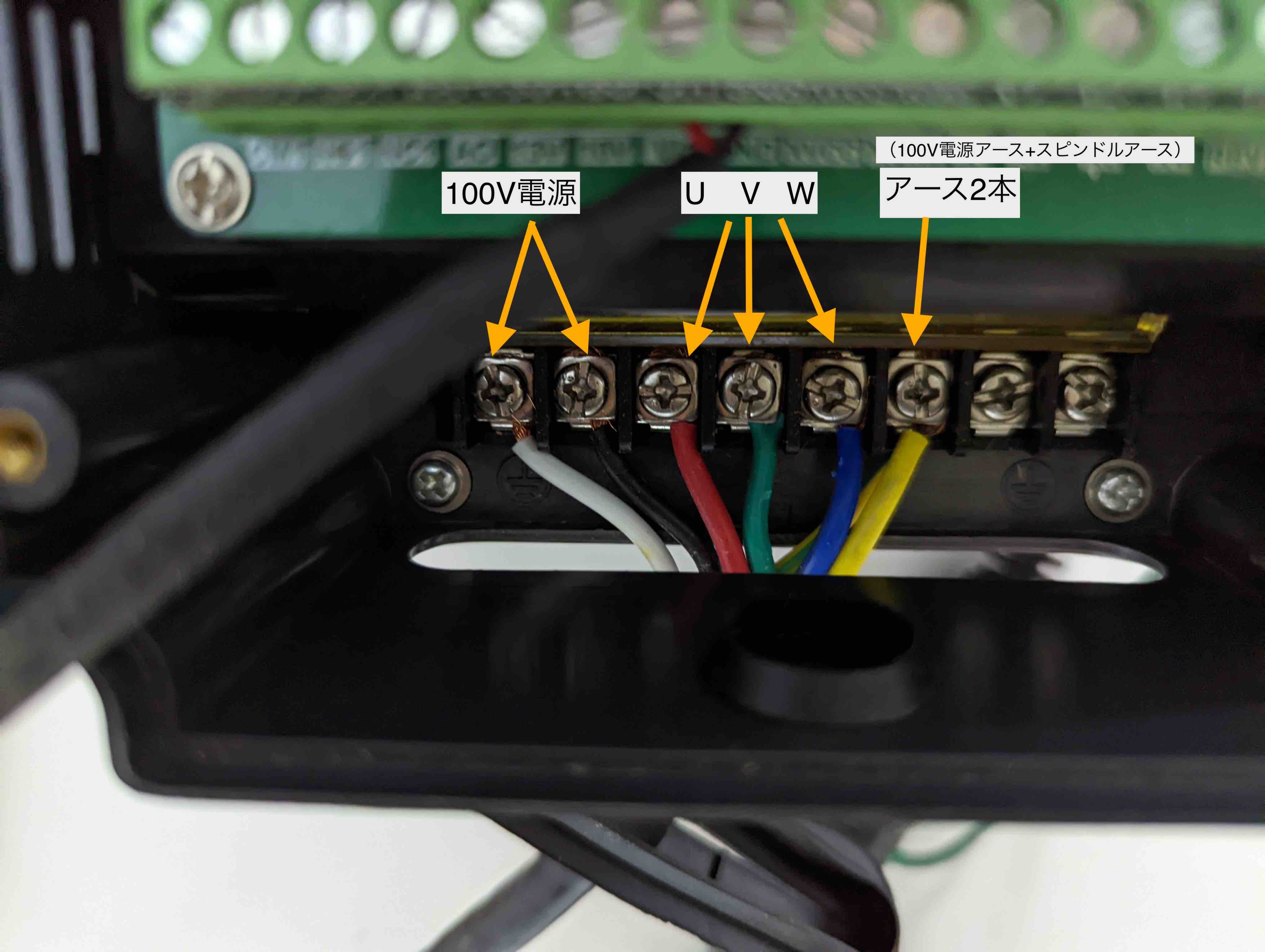
端子台へは以下のように接続します。
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| 100V N | 100V L | U | V | W | アース |
100Vのケーブルのアースと4芯ケーブルのアースは端子台の同じ部分に接続します。
UVWの接続は接続先が入れ替わっても回転方向が逆になるだけですので、順番は重要ではありません。
後の回転方向の確認にて逆回転している場合はこのUVWのいずれか2本を入れ替えて、回転方向を修正します。
¶ 動作確認
¶ 電源投入、慣らし運転
初回回転時はオイルやグリスが飛ぶ場合があります。注意してください。
電源を入れる前に回転スイッチが一番左下の0になっていることを確認してください。
電源を投入し、F0.0で点滅していれば正常です。

RUNボタンを押すとF0.0が点滅から点灯に変わります。回転スイッチをゆっくり時計回りに回しスピンドルを回転させます。
初回起動時はF70付近の低速回転で20分ほど慣らし運転を行いましょう。
概ね50Hz辺りからスピンドルが回転し始めます。
¶ 正転、逆転
通常エンドミルは時計回り時に切削ができるようになっています。
正常な加工を行うために、必ず回転方向を確認してください。
モニターの右にあるFOR,REVのランプがそれぞれ正転,逆転を示しています。
FORのランプが光っているときにスピンドルが正転(真上から見たときに時計回り)していることを確認してください。
回転方向が逆になっている場合はインバーターのUVWの配線のいずれか二つを入れ替えて回転方向を調整してください。
F/Rボタンで正転、反転が逆転します。
エンドミルの形状を確認し、正しい回転方向で運用してください。
¶ 回転数について
ディスプレイ上のFの数値からスピンドルの回転数の変換は以下の式で計算できます。(24000rpm仕様の三相二極モーターの場合)
| 周波数(Hz) | 回転数(rpm) |
|---|---|
| 0.0 | 0 |
| 50.0 | 3,000 |
| 100.0 | 6,000 |
| 150.0 | 9,000 |
| 200.0 | 12,000 |
| 250.0 | 15,000 |
| 300.0 | 18,000 |
| 350.0 | 21,000 |
| 400.0 | 24,000 |